Déroulement du cycle – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 369
iTNC 530 HEIDENHAIN
369
15.12 POINT DE REFERENCE CENTRE 4 TR
OUS (cy
c
le 41
8, DIN/ISO: G41
8
)
15.12 POINT DE REFERENCE CENTRE 4
TROUS (cycle 418, DIN/ISO: G418)
Déroulement du cycle
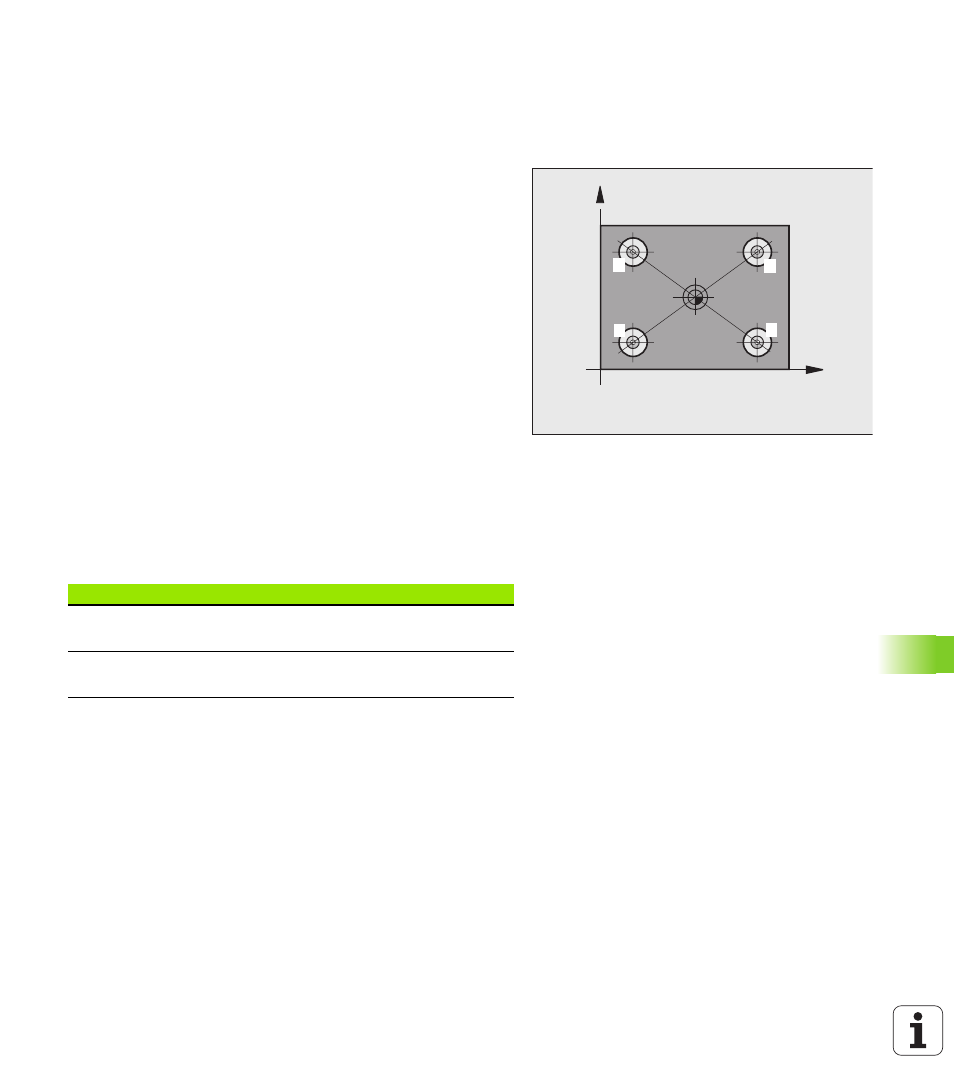
Le cycle palpeur 418 calcule le point d'intersection des lignes reliant
deux fois deux centres de trous et l'initialise comme point de
référence. Si vous le désirez, la TNC peut aussi inscrire le point
d'intersection dans un tableau de points zéro ou de Preset.
1
La TNC positionne le palpeur en avance rapide (valeur de PM6150
ou PM6361) et selon la logique de positionnement (cf. „Exécuter
les cycles palpeurs” à la page 304) au centre du premier trou
1
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et enregistre le centre du premier trou en palpant quatre fois
3
Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le
positionne sur le centre programmé du second trou
2
4
La TNC déplace le palpeur à la hauteur de mesure programmée et
enregistre le centre du deuxième trou en palpant quatre fois
5
La TNC répète les procédures 3 et 4 pour les trous
3
et
4
6
Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité
et traite le point de référence calculé en fonction des paramètres
de cycle Q303 et Q305 (cf. „Enregistrer le point de référence
calculé” à la page 330). La TNC calcule le point de référence
comme étant le point d'intersection des deux lignes reliant les
centres des trous
1
/
3
et
2
/
4
et enregistre les valeurs effectives
dans les paramètres Q ci-après
7
Ensuite, si on le désire, la TNC calcule aussi, dans une opération
de palpage séparée, le point de référence dans l'axe du palpeur
X
Y
1
2
3
4
Numéro paramètre
Signification
Q151
Valeur effective du point d'intersection
avec l'axe principal
Q152
Valeur effective du point d'intersection
avec l'axe auxiliaire