2 ouvrir et introduire des programmes, Structure d'un programme cn en format din/iso, Définition de la pièce brute: g30/g31 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 93: Ouvrir et introduire des programmes, Ouvrir et introduire des programmes 3.2
Ouvrir et introduire des programmes
3.2
3
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
93
3.2
Ouvrir et introduire des programmes
Structure d'un programme CN en format DIN/ISO
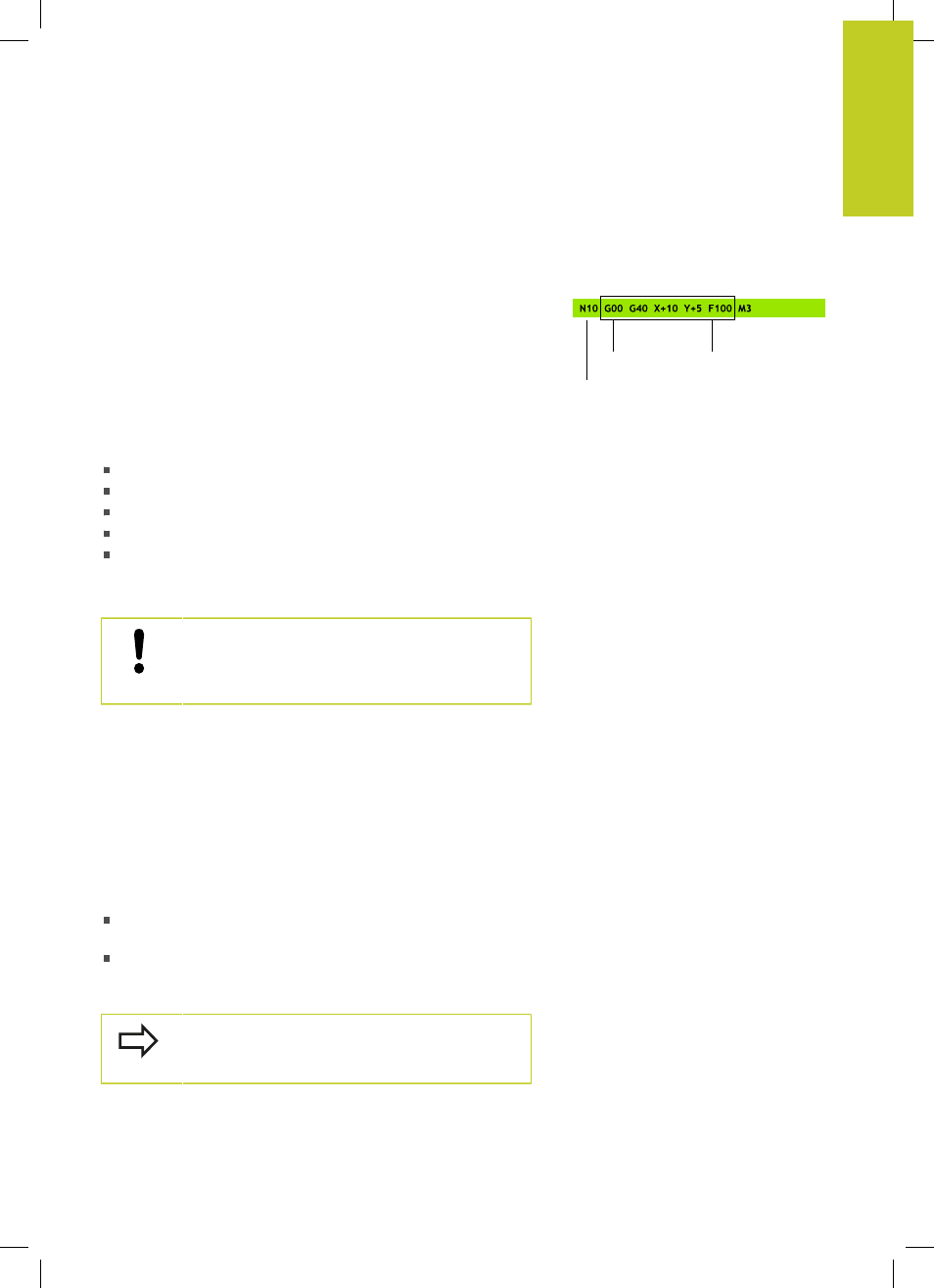
Un programme d’usinage est constitué d’une suite de séquences
de programme. La figure de droite indique les éléments d’une
séquence.
La TNC numérote automatiquement les séquences d’un
programme d’usinage en fonction du paramètre machine
blockIncrement
(105409). Le paramètre machine
blockIncrement
(105409) définit l'incrément de numérotation des séquences.
La première séquence d'un programme comporte
%, le nom du
programme et l'unité de mesure utilisée.
Les séquences suivantes contiennent les informations sur :
la pièce brute
les appels d'outils
l'approche à une position de sécurité
les avances et vitesses de rotation
les déplacements de contournage, cycles et autres fonctions
La dernière séquence d'un programme est caractérisée par
N99999999, le nom du programme et l'unité de mesure utilisée.
HEIDENHAIN recommande, après l'appel d'outil,
d'aller systématiquement à une position de sécurité
pour assurer un début d'usinage sans collision !
Définition de la pièce brute: G30/G31
Immédiatement après l'ouverture d'un nouveau programme, vous
définissez la pièce brute de forme parallélépipède. Pour définir
après coup la pièce brute, appuyez sur la touche SPEC FCT, la
softkey DONNEES PROGRAMME, puis sur la softkey BLK FORM.
Cette définition est nécessaire à la TNC pour les simulations
graphiques. Les cotés du parallélépipède ne doivent pas dépasser
100 000 mm et sont parallèles aux axes X, Y et Z.. Cette pièce
brute est définie par deux coins :
Point MIN G30 : la plus petite coordonnée X,Y et Z du
parallélépipède ; à programmer en valeurs absolues
Point MAX G31 : la plus grande coordonnée X, Y et Z du
parallélépipède; à programmer en valeurs absolues ou
incrémentales
La définition de la pièce brute n'est indispensable
que si un test graphique du programme est
souhaité !
Block number
Path function
Words
Block