4 contournage : coordonnées cartésiennes, Sommaire des fonctions de contournage, Programmer des fonctions de contournage – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 196: Contournage : coordonnées cartésiennes
Programmation : programmer les contours
6.4
Contournage : coordonnées cartésiennes
6
196
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
6.4
Contournage : coordonnées
cartésiennes
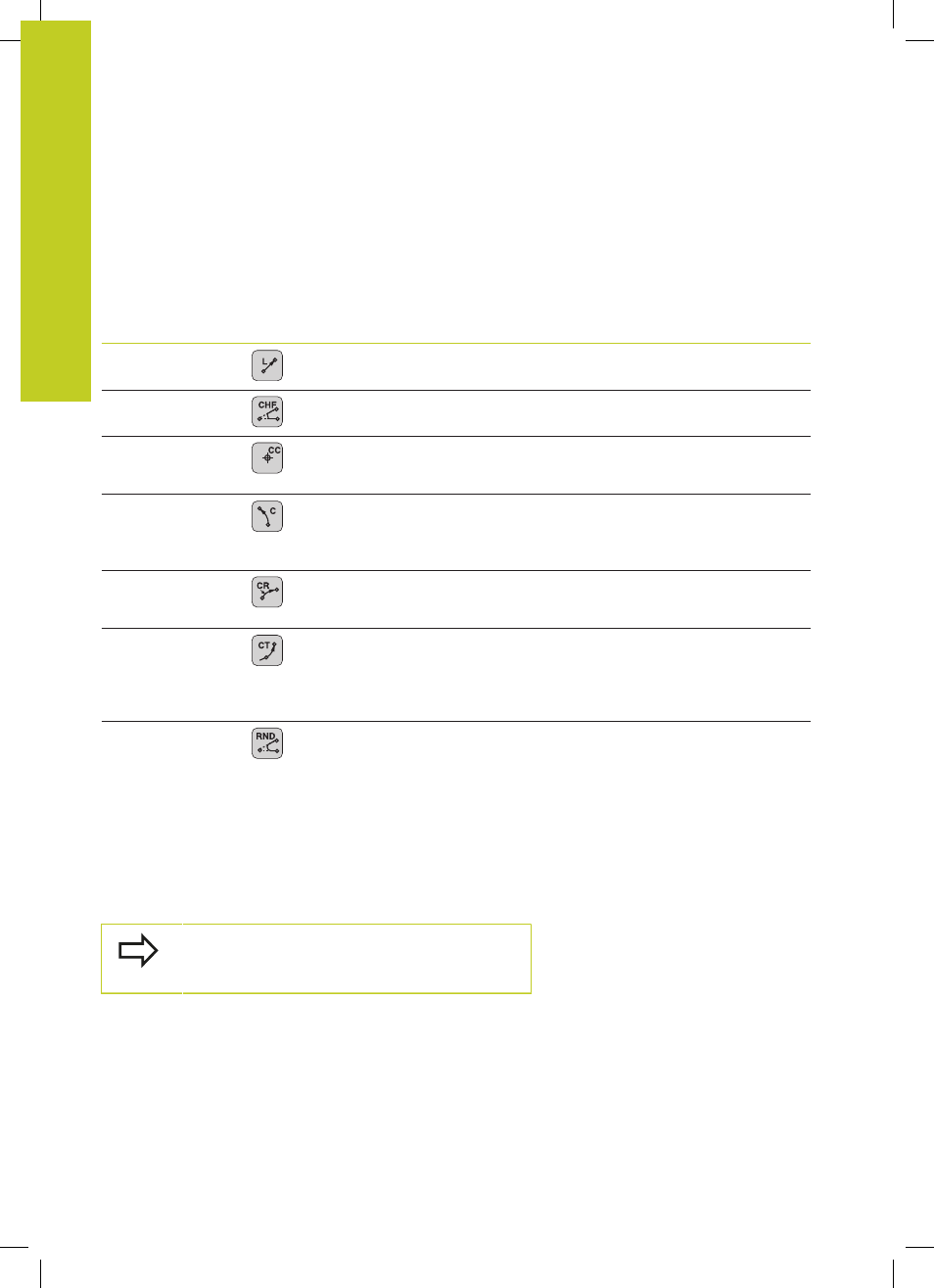
Sommaire des fonctions de contournage
Fonction
Touche de
contournage
Mouvement d'outil
Introductions requises
Page
Droite
L
angl. : Line
Droite
Coordonnées du point
final de la droite
Chanfrein :
CHF
angl. :
CH
am
F
er
Chanfrein entre deux
droites
Longueur du chanfrein
Centre de cercle
CC
;
angl. : Circle center
Aucun
Coordonnées du centre
du cercle ou du pôle
Arc de cercle
C
angl. :
C
ircle
Trajectoire circulaire au
point final de l'arc de
cercle avec centre du
cercle CC
Coordonnées du point
final du cercle, sens de
rotation
Arc de cercle
CR
angl. :
C
ircle by
R
adius
Trajectoire circulaire
avec rayon
Coordonnées du point
final du cercle, rayon,
sens de rotation
Arc de cercle
CT
angl. :
C
ircle
T
angential
Trajectoire circulaire
avec raccordement
tangentiel à l'élément
de contour précédent et
suivant
Coordonnées du point
final du cercle
Arrondi d'angle
RND
angl. :
R
ou
ND
ing of
Corner
Trajectoire circulaire
avec raccordement
tangentiel à l'élément
de contour précédent et
suivant
Rayon d’angle R
Programmer des fonctions de contournage
Les fonctions de contournage sont facilement programmables avec
les touches grises de contournage. La TNC demande les données
nécessaires via un dialogue élaboré.
Si la saisie des données pour les fonctions DIN/ISO
est faite avec un clavier USB, veillez à ce que celui-ci
soit en majuscule.