Tournage en position inclinée – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 431
Fonctions de base
(option de logiciel 50)
14.2
14
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
431
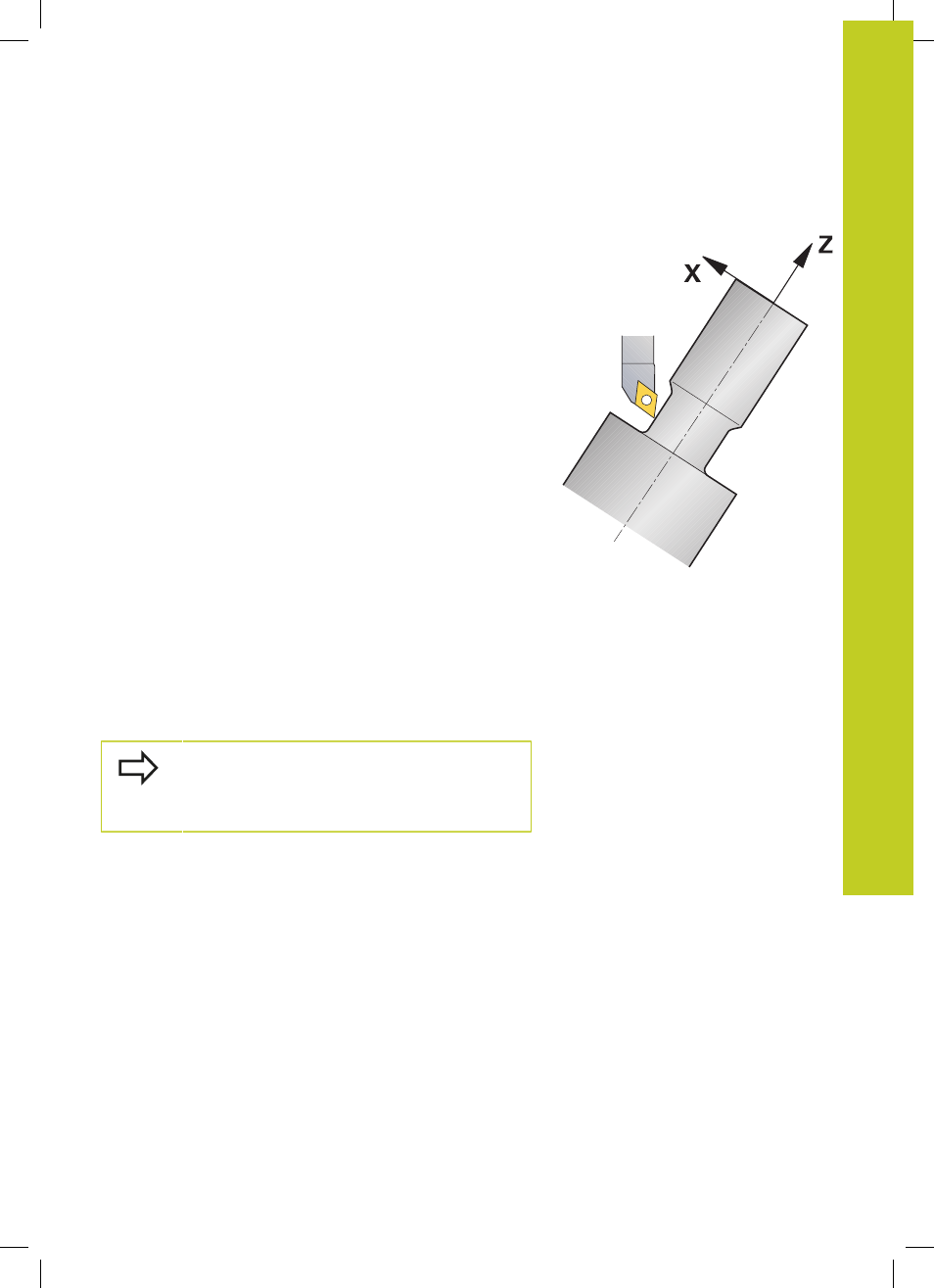
Tournage en position inclinée
Il est parfois nécessaire de positionner les axes inclinables dans
une position définie pour exécuter un usinage. Ceci est le cas p. ex.
lorsque vous ne pouvez usiner des éléments du contour que dans
une position définie à cause de la géométrie de l'outil.
Le positionnement d'un axe inclinable provoque un décalage entre
la pièce et l'outil. La fonction
M144 tient compte de la position des
axes inclinés et compense le décalage. D'autre part, la fonction
M144 oriente l'axe Z du système de coordonnées de la pièce
dans la direction de l'axe de la pièce. Si l'axe incliné est une
table pivotante, la pièce est alors inclinée et la TNC exécute des
déplacements dans le système de coordonnées pièce incliné. Si
l'axe incliné est une tête pivotante (l'outil est alors incliné), il n'y a
pas de rotation du système de coordonnées de la pièce.
Après le positionnement des axes inclinés, vous devez
éventuellement prépositionner l'outil dans la coordonnée Y et
orienter la position de la dent avec le cycle 800.
En alternative à la fonction
M144, vous pouvez également utiliser
la fonction
M128. L'effet est identique, avec toutefois la restriction
suivante : la TNC peut également appliquer une correction de
rayon de la dent lors d'un usinage incliné. Si vous avez activé
l'usinage incliné avec M128, la correction de rayon de la dent n'est
pas possible en dehors des cycles, donc dans les séquences de
positionnement avec
RL/RR. Si vous activez l'usinage incliné avec
M144, cette restriction ne s'applique pas.
Lorsque vous exécutez les cycles de tournage avec
M144, l'angle
de l'outil par rapport au contour change. La TNC tient compte
automatiquement de ces changements et surveille ainsi l'usinage
dans la position inclinée.
Lorsque vous exécutez un usinage incliné, vous ne
pouvez pas utilisez de cycles de gorge et de filetage.
La correction d'outil agit toujours dans le système de
coordonnées outil, même lors d'un usinage incliné.