Contournage : coordonnées cartésiennes 6.4 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 201
Contournage : coordonnées cartésiennes
6.4
6
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
201
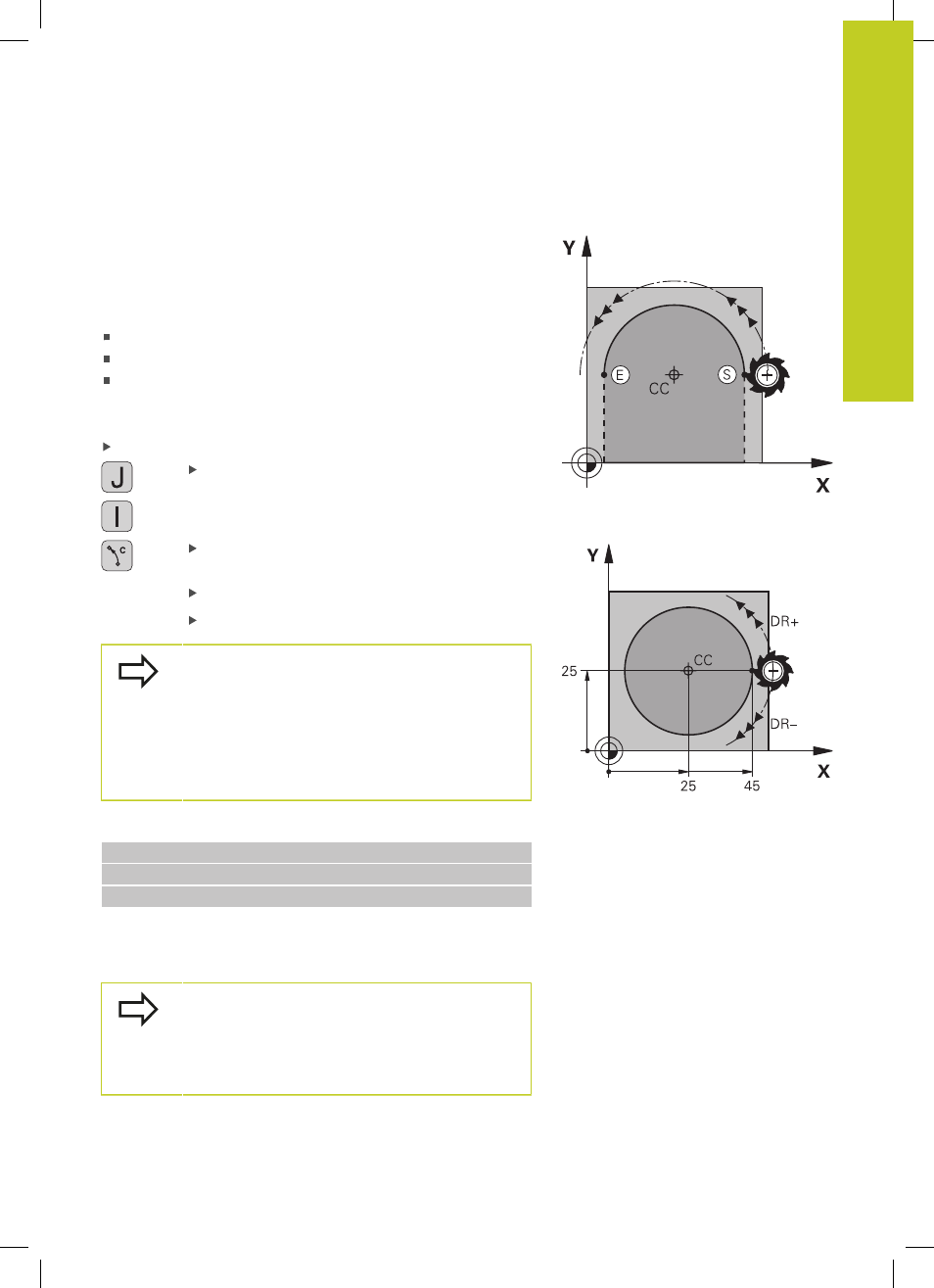
Trajectoire circulaire C autour du centre de cercle CC
Définissez le centre de cercle
I, J avant de programmer la
trajectoire circulaire. La dernière position d'outil programmée
devant la trajectoire circulaire correspond au point de départ de la
trajectoire circulaire.
Sens de rotation
Sens horaire :
G02
Sens anti-horaire :
G03
Sans indication du sens de rotation :
G05. La TNC déplace
l'outil sur la trajectoire circulaire avec le dernier sens de rotation
programmé.
Déplacer l’outil sur le point de départ de la trajectoire circulaire
Introduire les coordonnées du centre de cercle
Introduire les coordonnées du point final de l'arc
de cercle, si nécessaire :
Avance F
Fonction auxiliaire M
La TNC exécute normalement les déplacements
circulaires dans le plan d'usinage actif. Si vous
programmez des cercles qui ne sont pas situés dans
le plan d'usinage actif, par exemple
G2 Z... X...
avec l'axe d'outil Z et avec pivotement simultané du
déplacement, la TNC décrit un cercle dans l'espace,
par conséquent un cercle sur trois axes (option de
logiciel 1).
Exemple de séquences CN
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Cercle entier
Pour le point final, programmez les mêmes coordonnées que celles
du point de départ.
Le point de départ et le point final du déplacement
circulaire doivent être sur la trajectoire circulaire.
Tolérance d'introduction : jusqu'à 0.016 mm (réglable
avec le paramètre machine
circleDeviation)
Plus petit cercle réalisable par la TNC : 0.0016 µm.