Etalonnage de la longueur effective, Etalonner un palpeur 3d 15.7 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 475
Etalonner un palpeur 3D
15.7
15
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
475
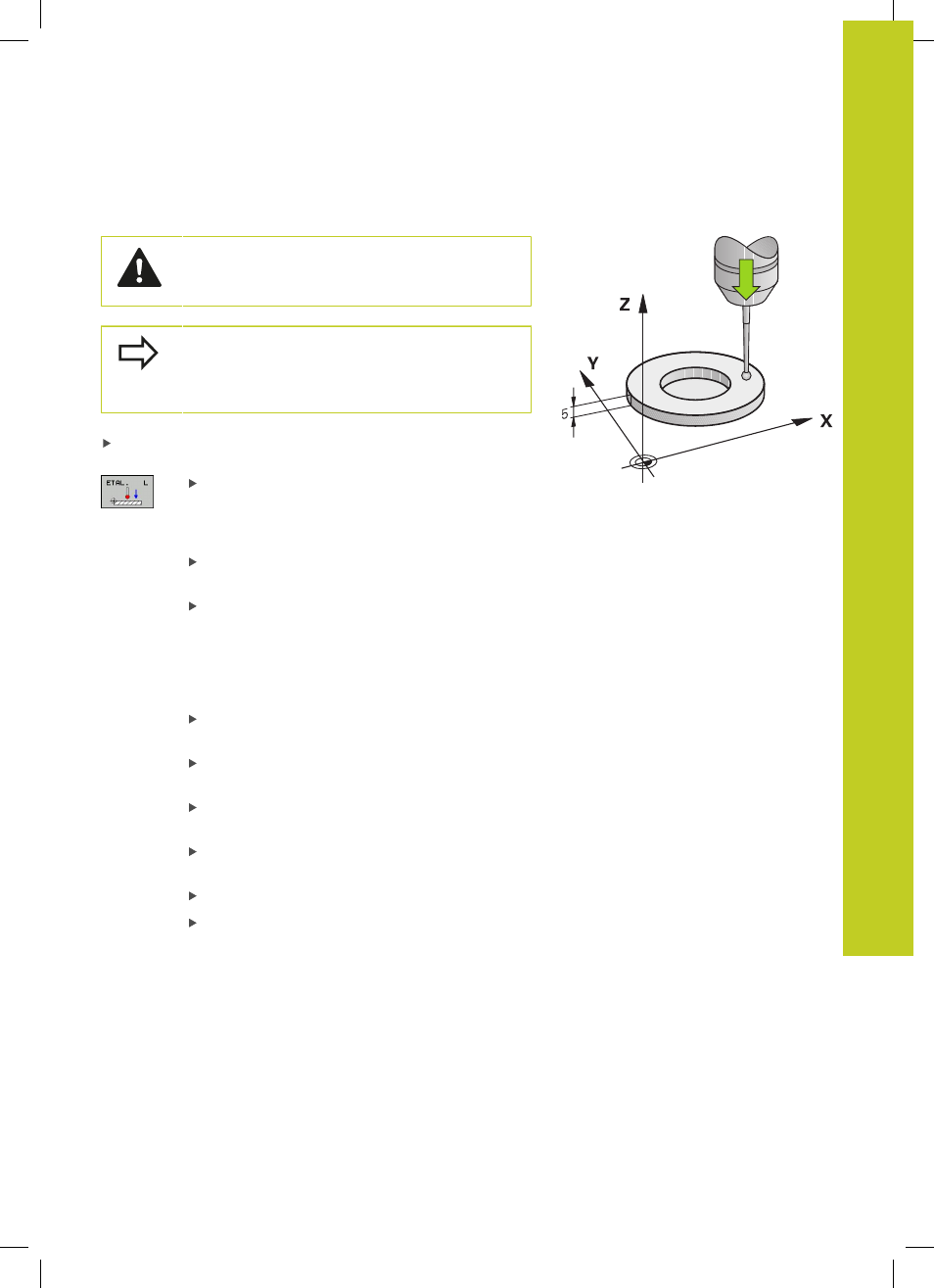
Etalonnage de la longueur effective
HEIDENHAIN ne garantit le bon fonctionnement
des cycles de palpage qu'avec les palpeurs
HEIDENHAIN.
La longueur effective du palpeur se réfère toujours
au point d'origine de l'outil. En règle générale, le
constructeur de la machine initialise le point d'origine
de l'outil sur le nez de la broche.
Initialiser le point d'origine dans l'axe de broche de manière à
avoir pour la table de la machine : Z=0.
Sélectionner la fonction d'étalonnage pour la
longueur du palpeur : appuyer sur la softkey ETAL.
L. La TNC affiche une fenêtre de menu présentant
des champs de saisie
Origine pour longueur : introduire l'épaisseur de la
bague étalon
Nouvel angle de broche d'étalonnage : angle de
broche avec lequel l'étalonnage est exécuté.
La TNC utilise la valeur par défaut contenue
dans CAL_ANG du tableau des palpeurs. Si vous
changez la valeur, la TNC mémorise la valeur dans
le tableau des palpeurs lors de l'étalonnage.
Déplacer le palpeur très près de la surface de la
bague de réglage
Si nécessaire, modifier le sens du déplacement :
appuyer sur la softkey ou sur les touches fléchées
Palper la surface : appuyer sur la touche START
externe
Vérifier les résultats (modifier les valeurs si
nécessaire)
Appuyer sur la softkey OK pour valider les valeurs
Appuyer sur la softkey FIN pour quitter la fonction
d'étalonnage