Application, Représenter la pièce brute dans la zone d'usinage – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 517
Représenter la pièce brute dans la zone d'usinage
17.2
17
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
517
17.2
Représenter la pièce brute dans la
zone d'usinage
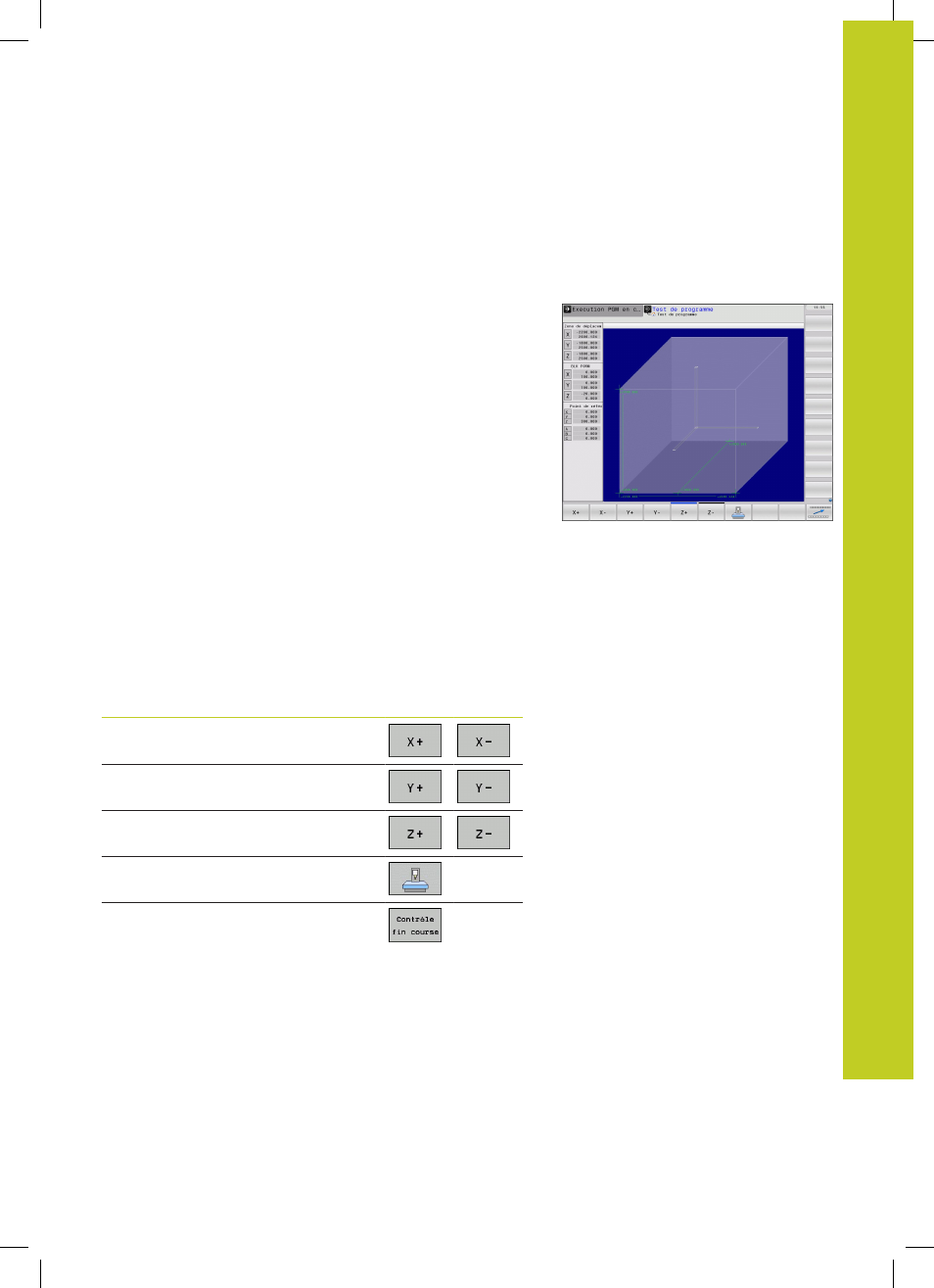
Application
En mode Test de programme, vous pouvez contrôler
graphiquement la position de la pièce brute ou du point d'origine
dans la zone d'usinage de la machine. Pour activer la surveillance
de la zone d'usinage en mode Test de programme : appuyez sur
la softkey
PIECE BR. DANS ZONE TRAVAIL. Vous pouvez activer ou
désactiver la fonction à l'aide de la softkey
Contrôle fin course
(deuxième barre de softkeys).
Un autre parallélépipède transparent représente la pièce brute
dont les dimensions sont indiquées dans le tableau
BLK FORM.
La TNC utilise les dimensions de la définition de la pièce brute du
programme sélectionné. Le parallélépipède de la pièce brute définit
le système de coordonnées dont le point zéro est à l'intérieur du
parallélépipède de la zone de déplacement.
La position de la pièce brute à l'intérieur de la zone de travail
n'a normalement aucune influence sur le test du programme.
Toutefois, si vous activez la surveillance de la zone d'usinage, vous
devez décaler „graphiquement“ la pièce brute de manière à ce
qu'elle soit située à l'intérieur de la zone d'usinage. Pour cela,
utilisez les softkeys situées dans le tableau.
D'autre part, vous pouvez activer le point d'origine courant pour le
mode de fonctionnement Test de programme (voir tableau suivant,
dernière ligne).
Fonction
Softkeys
Décaler la pièce brute dans le sens
positif/négatif de X
Décaler la pièce brute dans le sens
positif/négatif de Y
Décaler la pièce brute dans le sens
positif/négatif de Z
Afficher la pièce brute par rapport au
dernier point d'origine initialisé
Activation ou désactivation de la fonction
de surveillance