HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 202
Programmation : programmer les contours
6.4
Contournage : coordonnées cartésiennes
6
202
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
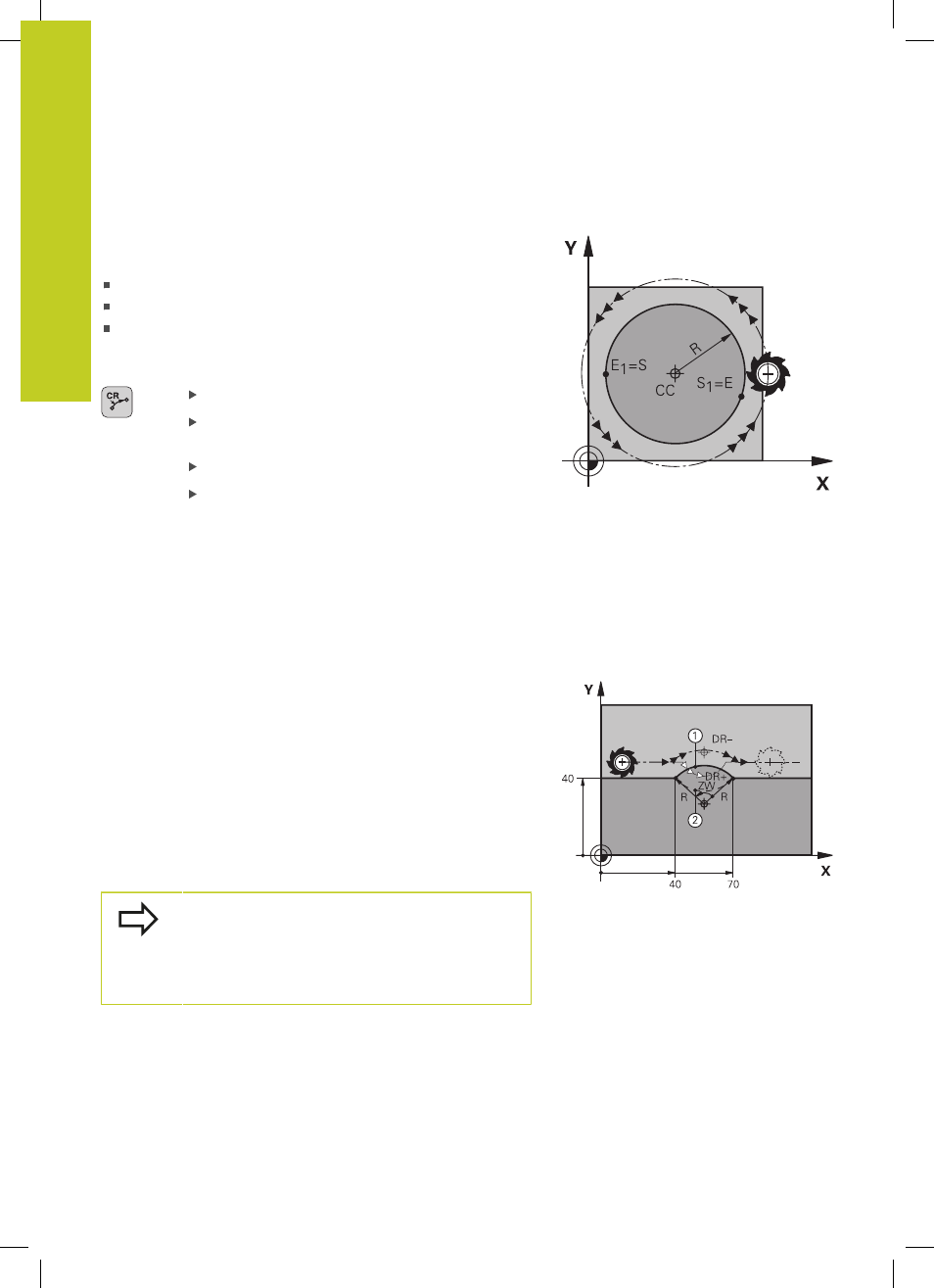
Trajectoire circulaire G02/G03/G05 avec rayon défini
L'outil se déplace sur une trajectoire circulaire de rayon R.
Sens de rotation
Sens horaire :
G02
Sens anti-horaire :
G03
Sans indication du sens de rotation :
G05. La TNC déplace
l'outil sur la trajectoire circulaire avec le dernier sens de rotation
programmé.
Coordonnées du point final de l'arc de cercle
Rayon R Attention : le signe définit la taille de l'arc
de cercle !
Fonction auxiliaire M
Avance F
Cercle entier
Pour un cercle entier, programmez à la suite deux séquences
circulaires :
Le point final du premier demi-cercle correspond au point de départ
du second. Le point final du second demi-cercle correspond au
point de départ du premier.
Angle au centre CCA et rayon de l'arc de cercle R
Quatre arcs de cercle passent par un point initial et un point final
situés sur un contour circulaire de même rayon :
Petit arc de cercle : CCA < 180°
Le rayon est de signe positif R > 0
Grand arc de cercle : CCA > 180°
Le rayon est de signe négatif R < 0
Au moyen du sens de rotation, vous définissez si la forme de l’arc
de cercle est dirigée vers l’extérieur (convexe) ou vers l’intérieur
(concave) :
Convexe : sens de rotation
G02 (avec correction de rayon G41)
Concave : sens de rotation
G03 (avec correction de rayon G41)
La distance entre le point de départ et le point final
du diamètre du cercle ne doit pas être supérieure au
diamètre du cercle.
Le rayon max. est 99,9999 m.
Les axes angulaires A, B et C sont acceptés.