Programmation : outils 5.3 correction d'outil – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 184
Programmation : outils
5.3
Correction d'outil
5
184
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
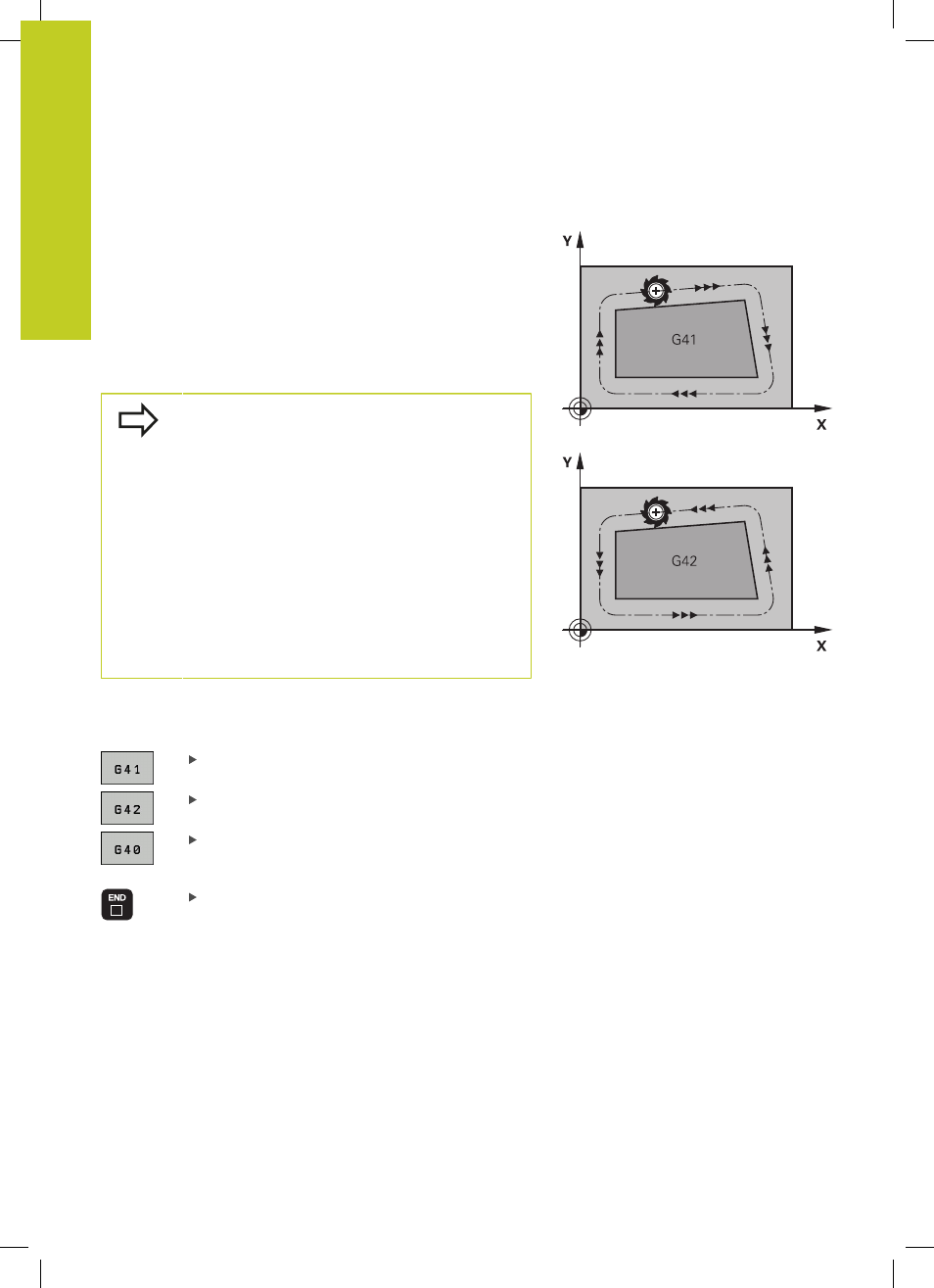
Contournages avec correction de rayon : G42 et G41
G43 : L’outil se déplace à droite du contour dans le sens de
déplacement
G42 : L’outil se déplace à gauche du contour dans le sens de
déplacement
La distance entre le centre de l'outil et le contour programmé
correspond à la valeur du rayon de l'outil. „Droite“ et „gauche“
désignent la position de l'outil dans le sens du déplacement le long
du contour de la pièce. voir figures.
Entre deux séquences de programme dont la
correction de rayon
G43 et G42 diffère, il doit y avoir
au moins une séquence de déplacement dans le plan
d'usinage sans correction de rayon (par conséquent
avec
G40).
La TNC applique une correction de rayon à la fin de
la séquence dans laquelle vous avez programmé la
correction pour la première fois.
Lors de la première séquence avec correction de
rayon
G42/G41 et lors de l'annulation avec G40, la
TNC positionne toujours l'outil perpendiculairement
au point initial ou au point final. Positionnez l'outil
devant le premier point du contour ou derrière le
dernier point du contour de manière à éviter que
celui-ci ne soit endommagé.
Introduction de la correction de rayon
Introduisez la correction de rayon dans une séquence
G01
.
Déplacement d'outil à gauche du contour
programmé : sélectionner la fonction G41 ou
Déplacement d'outil à droite du contour
programmé : sélectionner la fonction G42 ou
Déplacement d'outil sans correction de rayon ou
annuler la correction de rayon : sélectionner la
fonction G40
Terminer la séquence : appuyer sur la touche ENT