HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuel d'utilisation
Page 212
Programmation : programmer les contours
6.5
Contournage : coordonnées polaires
6
212
TNC 640 | Manuel d'utilisation Programmation DIN/ISO | 7/2013
Programmer une trajectoire hélicoïdale
Introduisez le sens de rotation et l'angle total
incrémental
G91 H avec le même signe ; dans le
cas contraire, l'outil pourrait se déplacer sur une
trajectoire incorrecte.
Pour l'angle total
G91 H, une valeur comprise entre
-99 999,9999° et +99 999,9999° est possible.
Angle polaire : introduire l'angle total parcouru par
l'outil sur l'hélice.
Après avoir introduit l'angle,
sélectionnez l'axe d'outil à l'aide d'une touche
de sélection d'axe.
Introduire la coordonnée de la hauteur de l'hélice
en incrémental
Introduire la correction de rayon selon le
tableau
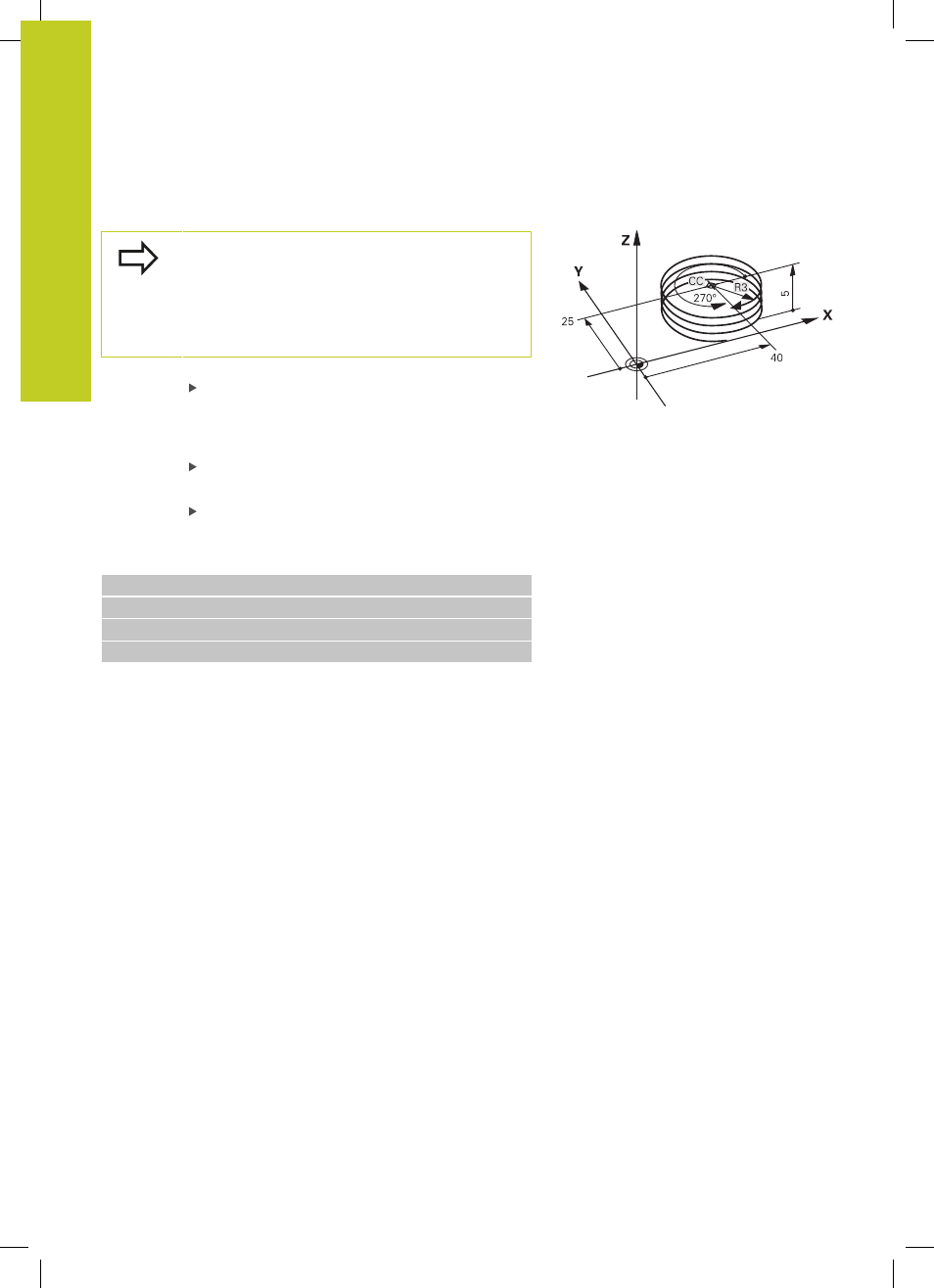
Exemple de séquences CN : filetage M6 x 1 mm avec 5 filets
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *