Filetage (cycle g86) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 243
218
8 Programmation: Cycles
8.3 Cy
cles de p
e
rçag
e, tar
a
u
d
ag
e et fr
aisag
e
de filets
U
U
U
U
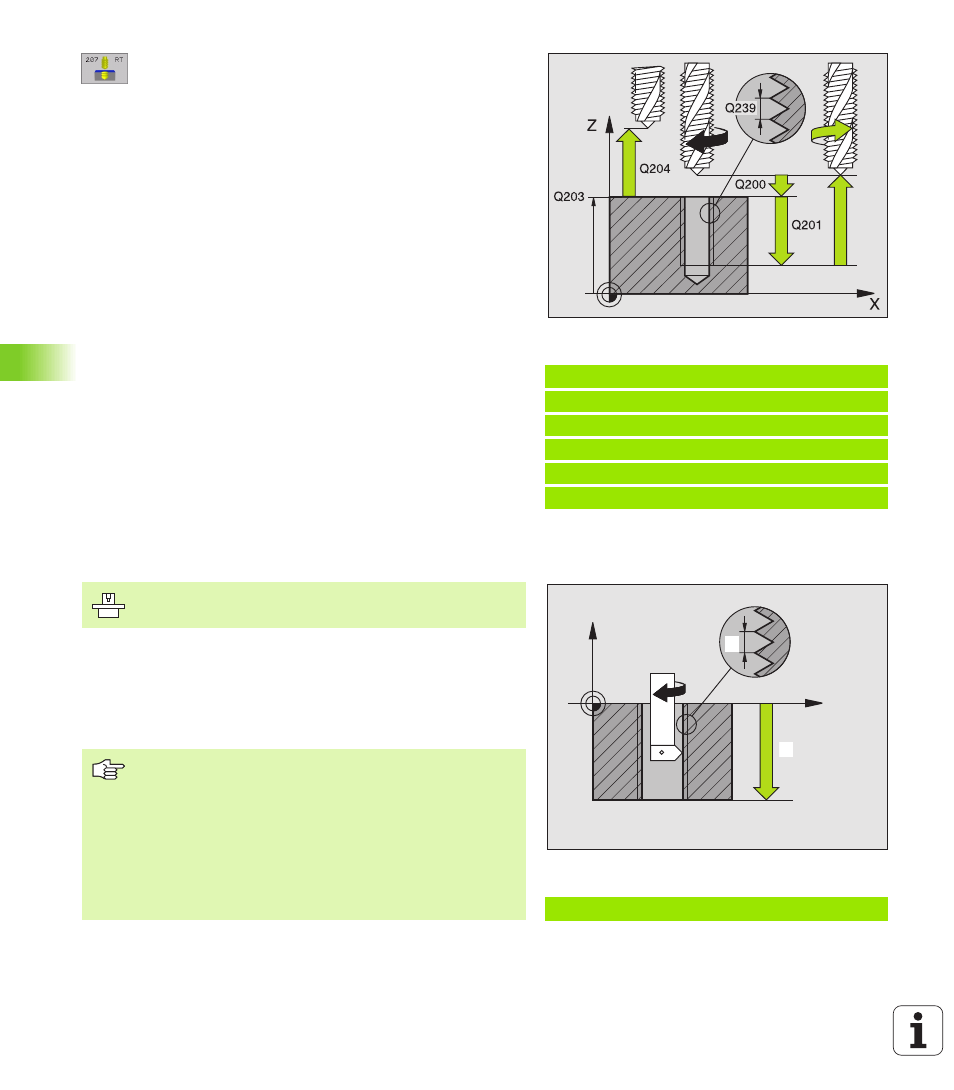
Distance d'approche
Q200 (en incrémental): Distance
entre la pointe de l'outil (position initiale) et la surface
de la pièce
U
U
U
U
Profondeur de perçage
Q201 (en incrémental):
Distance entre la surface de la pièce et la fin du filet
U
U
U
U
Pas de vis
Q239
Pas de la vis. Le signe détermine le sens du filet vers
la droite ou vers la gauche:
+= filet à droite
–= filet à gauche
U
U
U
U
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée de la surface de la pièce
U
U
U
U
Saut de bride
Q204 (en incrémental): Coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage)
Dégagement en cas d'interruption du programme
Si vous appuyez sur la touche Stop externe pendant le filetage, la TNC
affiche la softkey DEGAGEMENT MANUEL. Si vous appuyez sur
DEGAGEMENT MANUEL, vous pouvez commander le dégagement
de l'outil. Pour cela, appuyez sur la touche positive de sens de l'axe de
broche actif.
FILETAGE (cycle G86)
Avec le cycle G86 FILETAGE, l'outil se déplace avec asservissement
de broche et vitesse de rotation active, de la position actuelle jusqu'à
la profondeur. Un arrêt broche a lieu au fond du trou. Vous devez
introduire séparément les déplacements d'approche et de sortie, de
préférence avec un cycle constructeur. Consultez le constructeur de
votre machine pour plus amples informations.
Exemple: Séquences CN
N26 G207
Q200=2
;DISTANCE D'APPROCHE
Q201=-20
;PROFONDEUR
Q239=+1
;PAS DE VIS
Q203=+25
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Exemple: Séquence CN
N22 G86 P01 -20 P02 +1 *
X
Z
11
12
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine.
Remarques avant que vous ne programmiez
La TNC calcule l'avance en fonction de la vitesse de
rotation. Si vous actionnez le potentiomètre de broche
pendant le filetage, la TNC règle automatiquement
l'avance
Le potentiomètre d’avance est inactif.
La TNC lance et arrête la broche automatiquement. Ne pas
programmer M3 ou M4 avant l'appel du cycle.