Aluminium, Plasma h35 / protection n, 800 a – Hypertherm HPR800XD Manual Gas Manuel d'utilisation
Page 179: Métrique impérial, Marquage
Fonctionnement
HPR800XD Manual Gas
– 806492 Révision 1
4-75
A
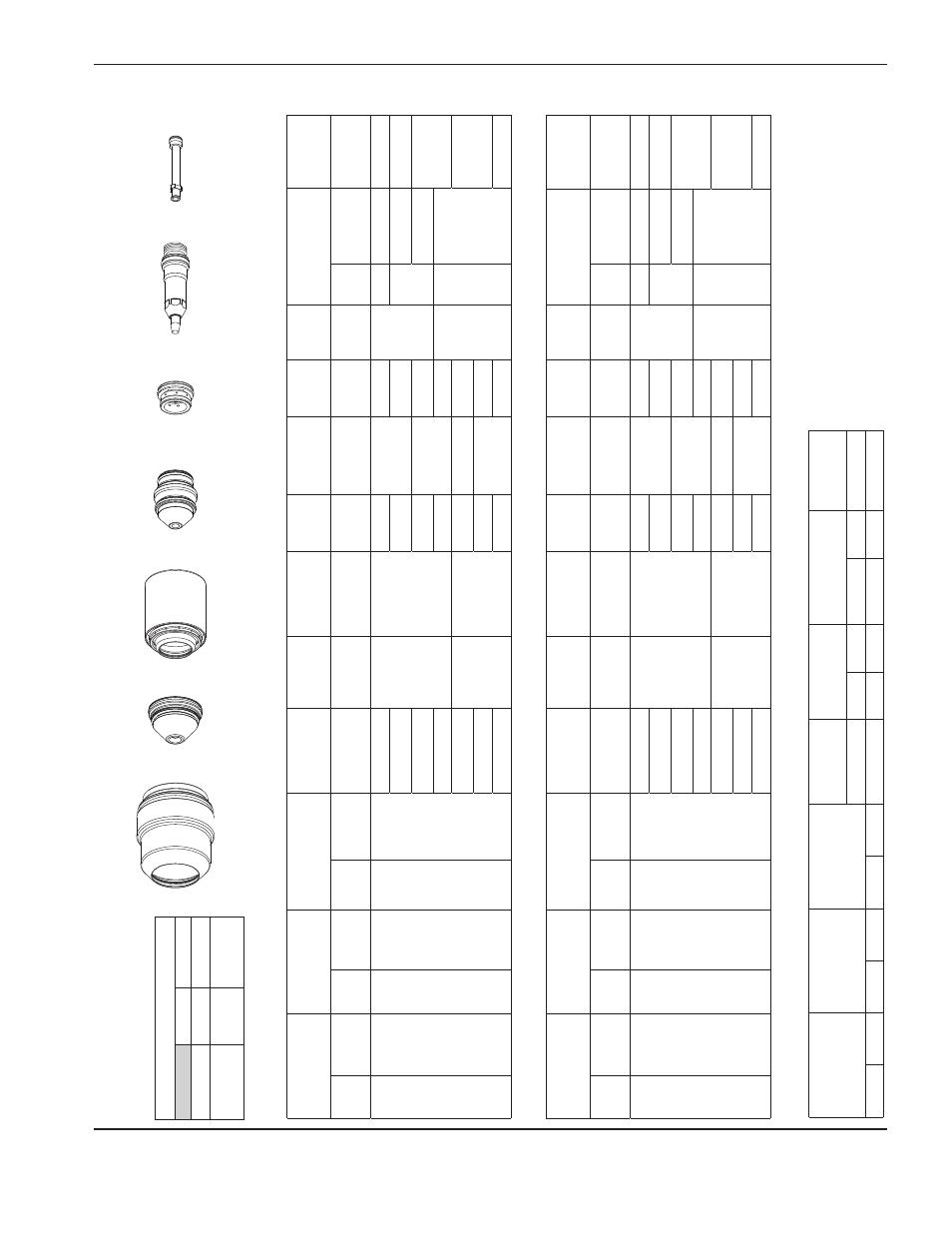
luminium
–
Plasma H35 / Protection N
2
8
00 A
22
0886
220
63
7
220
882
Se reporter au
tableau ci-dessous
22
0884
220
881
d
ébit
–
L/min / scfh
H35
N
2
Prégaz
0 / 0
123 / 26
0
Écoulement de coupe
76 / 16
0
121 / 25
7
Métrique
Impérial
Sélection
des gaz
Réglage
prégaz
Réglage écoulement
de coupe
Épaisseur du matériau
Diffuseur
Buse de
protection
de la buse
Tension de l’arc
Dist
ance
torc
he-pièce
Vitesse
de coupe
Hauteur
de
transfert
Hauteur de
perçage
Délai de
perçage
Gaz
plasma
Gaz de protection
Gaz
plasma
Gaz de protection
Gaz
plasma
Gaz de
protection
mm
Numéro de référence
Numéro de référence
Volts
mm
mm/min
mm
mm
Facteur
en %
Secondes
H35
N
2
70
25
71
71
50
220353
220
885
16
6
12,
7
1540
19
25,4
200
1,0
65
173
1225
38,1
300
2,0
75
187
16,0
907
24
0
2,5
10
0
20
4
524
N/D
N/D
Amorçage de l’arête uniquement
12
5
22035
0
220
712
217
12,
7
25
8
3,5
15
0
232
9,7
200
16
0
23
9
179
4,0
Sélection
des gaz
Réglage
prégaz
Réglage écoulement
de coupe
Épaisseur du matériau
Diffuseur
Buse de
protection
de la buse
Tension de l’arc
Dist
ance
torc
he-pièce
Vitesse
de coupe
Hauteur
de
transfert
Hauteur de
perçage
Délai de
perçage
Gaz
plasma
Gaz de protection
Gaz
plasma
Gaz de protection
Gaz
plasma
Gaz de
protection
po
Numéro de référence
Numéro de référence
Volts
po
po/min
po
po
Facteur
en %
Secondes
H35
N
2
70
25
71
71
2.0
220353
220
885
16
6
0.5
0
60
0.
75
1
200
1.0
2-1/2
17
1
50
1.5
300
2.0
3.0
18
8
0.63
35
24
0
2.5
4.0
205
20
N/D
N/D
Amorçage de l’arête uniquement
5.0
22035
0
220
712
218
0.5
0
10
3.5
6.0
233
0.3
8
8
6-1/4
23
9
7
4.0
Marquage
Sélection
des gaz
Réglage
prégaz
Réglag
e
écoulement de coupe
Intensité
Dist
ance
torc
he-pièce
Vitesse de
marquage
Tension
de l’arc
A
mpères
mm
po
mm/min
po/min
Volts
N
2
N
2
36
24
60
42
24
1,8
0.0
7
12
70
50
79
Se reporter au
tableau ci-dessous
Note :
La réalisation perçage doit être sur arrêt pour tous les procédés de 800 A.