11 exemples de programmation – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 89
Advertising
HEIDENHAIN TNC 620
89
3.1
1
Ex
emples de pr
ogr
a
mmation
3.11 Exemples de programmation
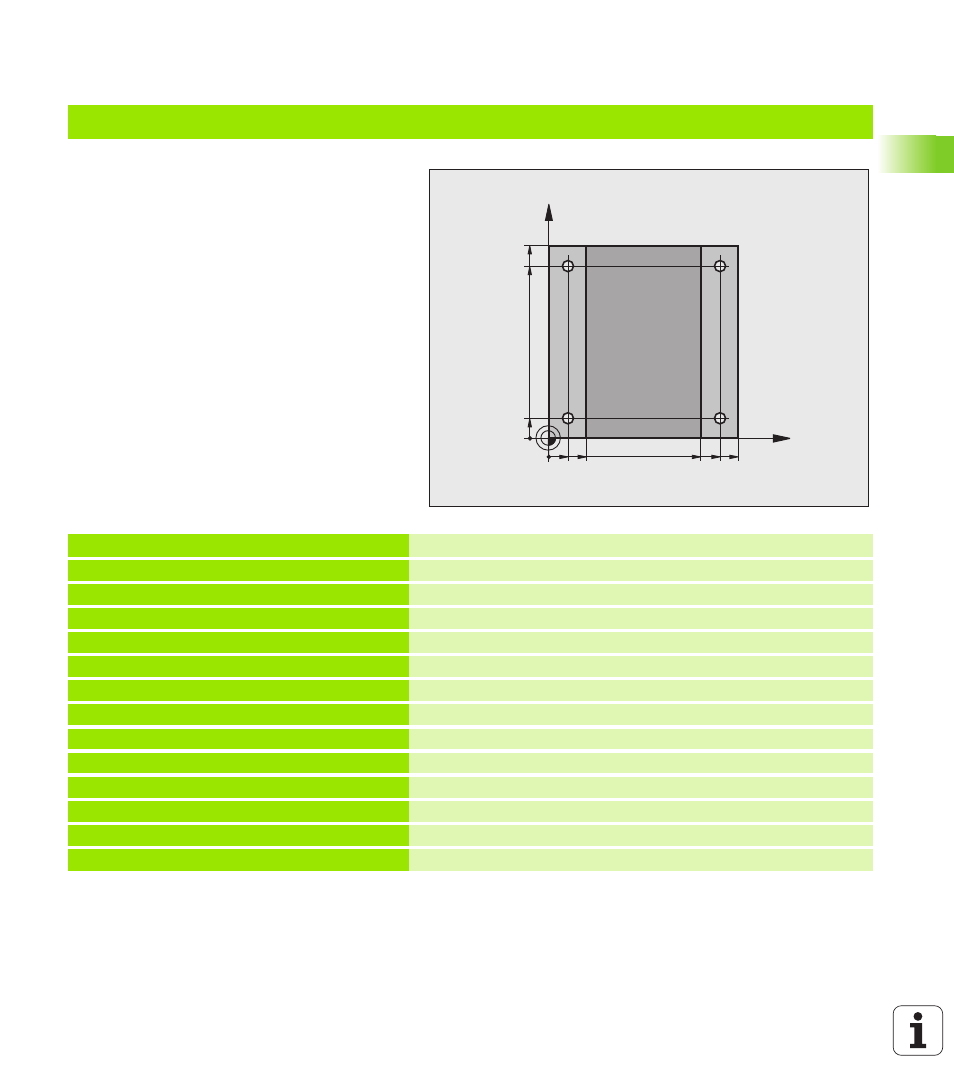
Exemple: Cycles de perçage
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4500
Appel d'outil (rayon d'outil 3)
4 L Z+250 R0 FMAX
Dégager l'outil
5 CYCL DEF 200 PERCAGE
Définition du cycle
Q200=2
;DISTANCE D'APPROCHE
Q201=-15
;PROFONDEUR
Q206=250
;AVANCE PLONGÉE PROF.
Q202=5
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=-10
;COORD. SURFACE PIÈCE
Q204=20
;SAUT DE BRIDE
Q211=0.2
;TEMPO. AU FOND
X
Y
20
10
100
100
10
90
90
80
Advertising
Ce manuel est liée aux produits suivants: