Paramètres du cycle – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 77
HEIDENHAIN TNC 620
77
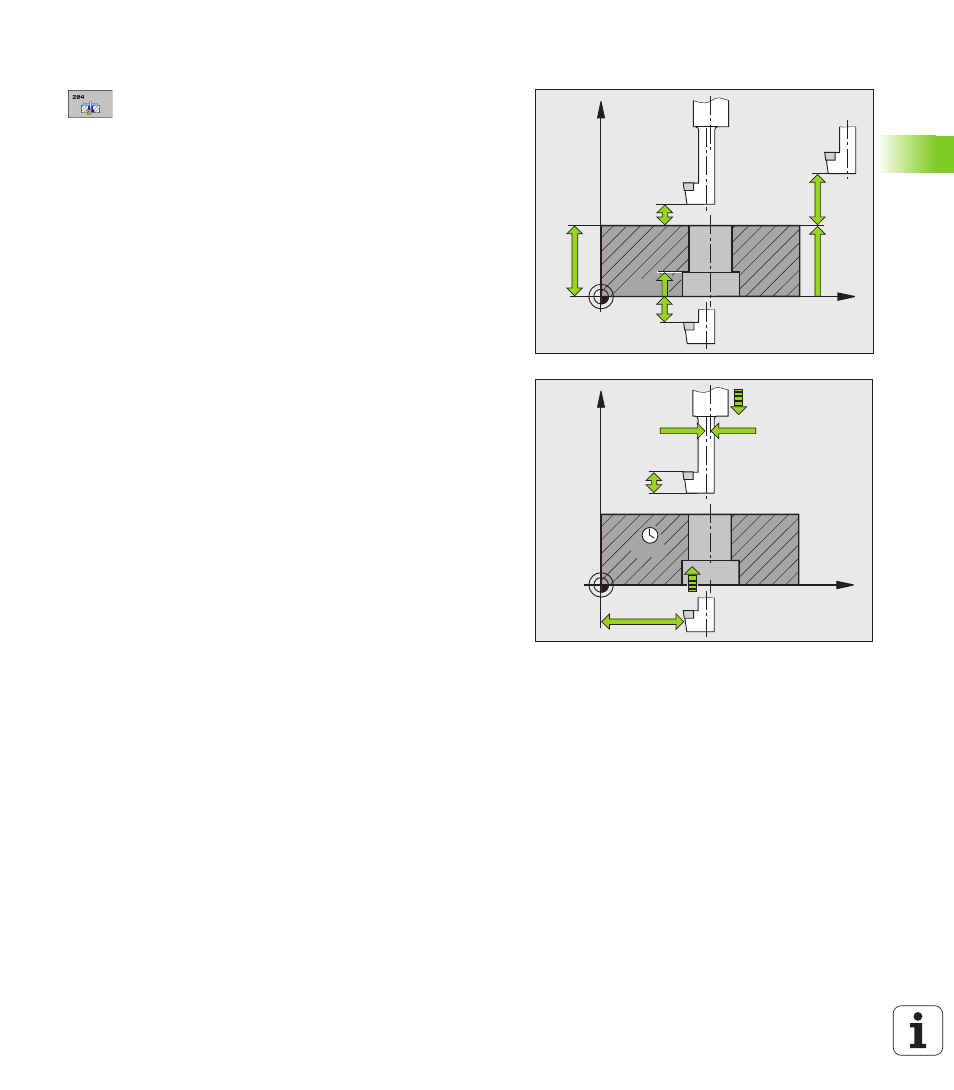
3.7 LAMA
GE EN TIRANT (cy
c
le 204, DIN/ISO: G204, option de logiciel
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
Paramètres du cycle
8
Distance d'approche Q200 (en incrémental):
Distance entre la pointe de l'outil et la surface de la
pièce. Plage d'introduction 0 à 99999,9999
8
Profondeur lamage Q249 (en incrémental): Distance
entre l'arête inférieure de la pièce et le fond du
lamage. Le signe positif réalise un lamage dans le
sens positif de l'axe de broche. Plage d'introduction
-99999,9999 à 99999,9999
8
Epaisseur matière Q250 (en incrémental): Epaisseur
de la pièce. Plage d'introduction 0,0001 à 99999,9999
8
Cote excentrique Q251 (en incrémental): Cote
excentrique de l'outil; à relever sur la fiche technique
de l'outil. Plage d'introduction 0,0001 à 99999,9999
8
Hauteur de la dent Q252 (en incrémental): Distance
entre l'arête inférieure de l'outil et la dent principale;
à relever sur la fiche technique de l'outil. Plage
d'introduction 0,0001 à 99999,9999
8
Avance de pré-positionnement Q253: Vitesse de
déplacement de l'outil lors de la plongée dans la pièce
ou lors de sa sortie de la pièce, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FMAX,
FAUTO
8
Avance lamage Q254: Vitesse de déplacement de
l'outil lors du lamage, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FAUTO,
FU
8
Temporisation Q255: Temporisation en secondes au
fond du lamage. Plage d'introduction 0 à 3600,000
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251