HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 308
308
Cycles palpeurs : déterminer automatiquement le désalignement de la pièce
14.7 Compenser le désalignement d'une pi
èce au mo
y
e
n de l'ax
e C (cy
c
le 405,
DIN/ISO: G405)
8
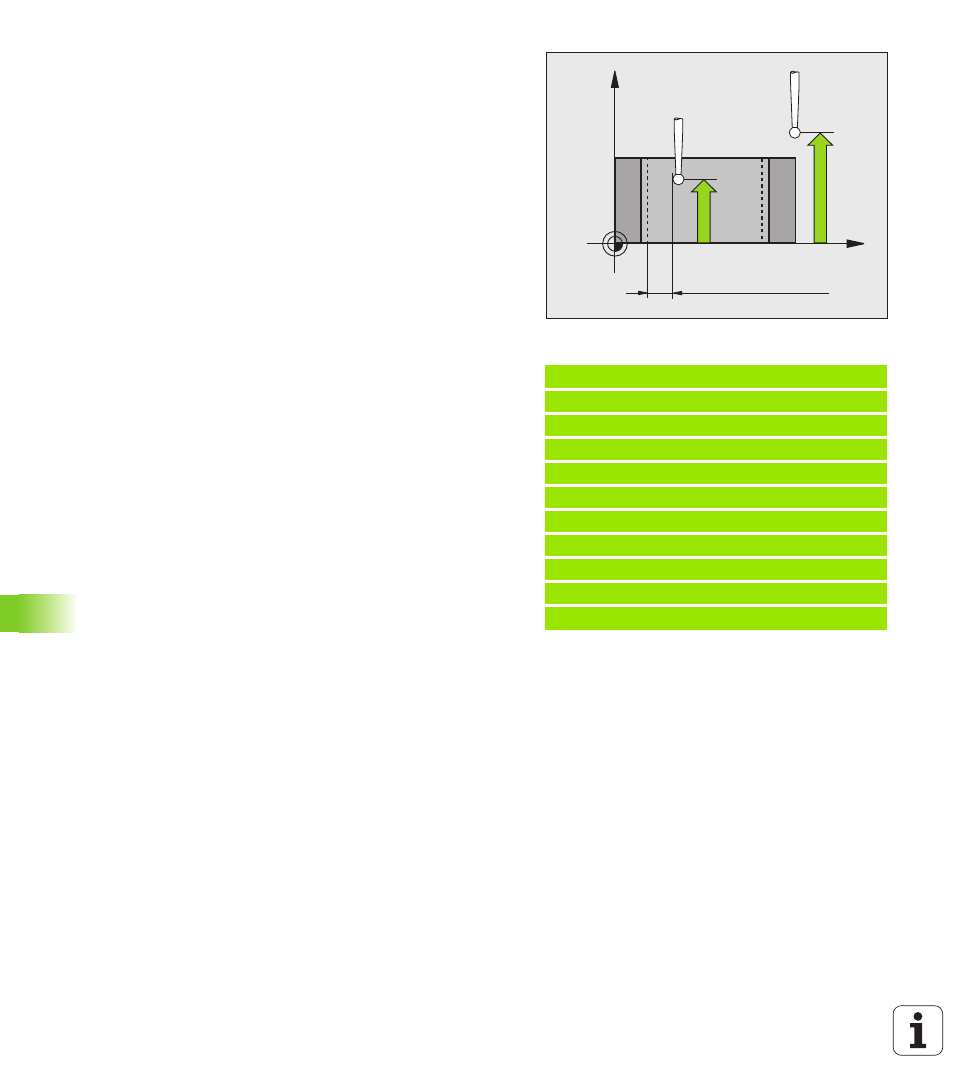
Hauteur mesure dans axe palpage Q261 (en
absolu) : coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur prévu pour la mesure.
Plage d'introduction -99999,9999 à 99999,9999
8
Distance d'approche Q320 (en incrémental) :
distance supplémentaire entre le point de mesure et
la bille du palpeur. Q320 agit en complément de la
colonne SET_UP (tableau palpeurs). Plage
d'introduction 0 à 99999,9999
8
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage). Plage
d'introduction -99999,9999 à 99999,9999
8
Déplacement haut. sécu. Q301 : définir comment le
palpeur doit se déplacer entre les points de mesure :
0 : entre les points de mesure, à la hauteur de mesure
1 : entre les points de mesure, à la hauteur de
sécurité
8
Init. à zéro après alignement Q337 : déterminer si la
TNC doit remettre l'affichage de l'axe C à zéro ou si
elle doit mémoriser le décalage angulaire dans la
colonne C du tableau de points zéro :
0: remettre à 0 l'affichage de l'axe C
>0: mémoriser le décalage angulaire avec son signe
dans le tableau de points zéro. Numéro de ligne =
valeur de Q337. Si un décalage C est déjà inscrit dans
le tableau de points zéro, la TNC additionne le
désaxage angulaire mesuré en tenant compte de son
signe
Exemple : Séquences CN
5 TCH PROBE 405 ROT AVEC AXE C
Q321=+50
;CENTRE 1ER AXE
Q322=+50
;CENTRE 2ÈME AXE
Q335=25
;DIAMÈTRE NOMINAL
Q325=+0
;ANGLE INITIAL
Q247=90
;INCRÉMENT ANGULAIRE
Q261=-5
;HAUTEUR DE MESURE
Q320=0
;DISTANCE D'APPROCHE
Q260=+20
;HAUTEUR DE SÉCURITÉ
Q301=0
;DÉPLAC. HAUT. SÉCU.
Q337=0
;REMETTRE À ZÉRO
X
Z
Q261
Q260
SET_UP(TCHPROBE.TP)
+
Q320