Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 327
HEIDENHAIN TNC 620
327
15.5 POINT DE REFERENCE EXTERIEUR RECT
ANGLE (cy
c
le
41
1,
DIN/ISO:
G41
1)
Attention lors de la programmation!
Paramètres du cycle
8
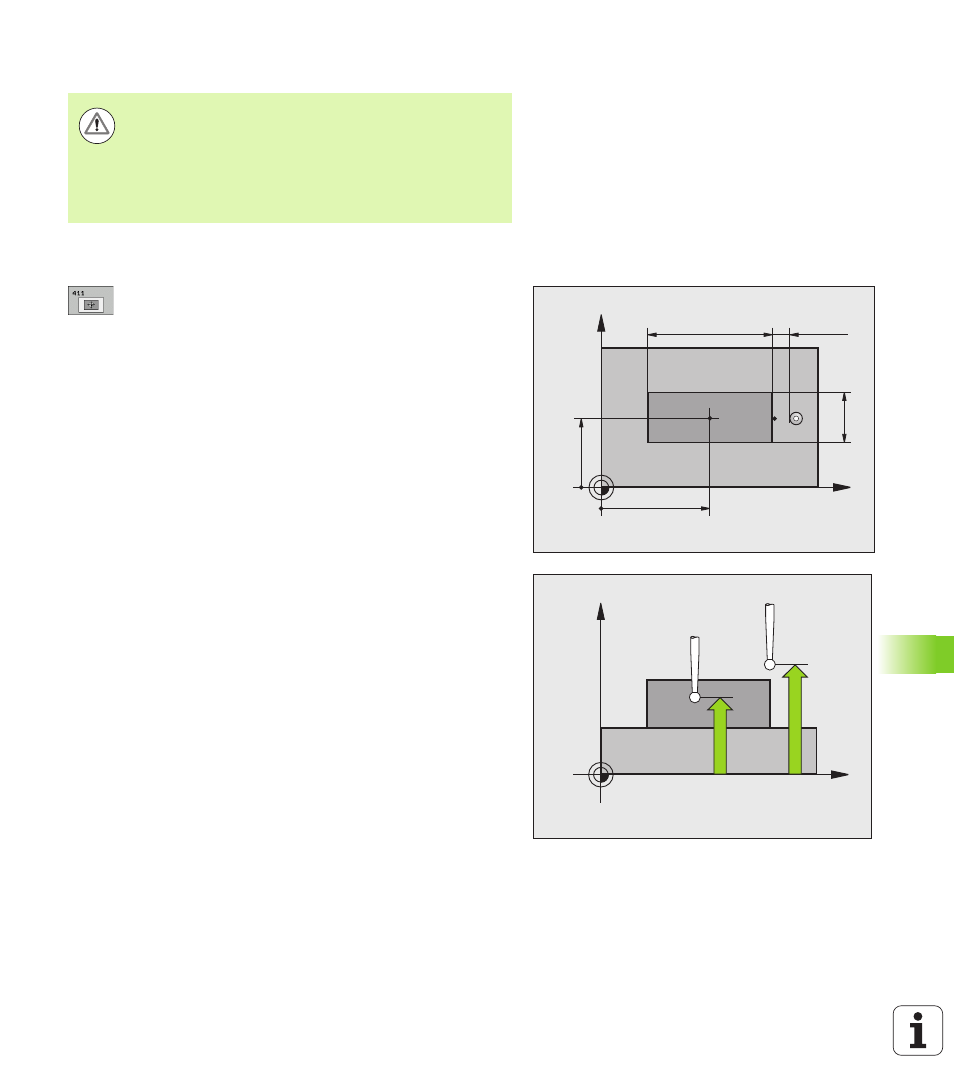
Centre 1er axe Q321 (en absolu) : centre du tenon
dans l'axe principal du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
8
Centre 2ème axe Q322 (en absolu) : centre du tenon
dans l'axe secondaire du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
8
Longueur 1er côté Q323 (en incrémental) : longueur
du tenon parallèle à l'axe principal du plan d'usinage.
Plage d'introduction 0 à 99999,9999
8
Longueur 2ème côté Q324 (en incrémental) :
longueur du tenon parallèle à l'axe secondaire du plan
d'usinage. Plage d'introduction 0 à 99999,9999
8
Hauteur mesure dans axe palpage Q261 (en
absolu) : coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur prévu pour la mesure.
Plage d'introduction -99999,9999 à 99999,9999
8
Distance d'approche Q320 (en incrémental) :
distance supplémentaire entre le point de mesure et
la bille du palpeur. Q320 agit en complément de la
colonne SET_UP (tableau palpeurs). Plage
d'introduction 0 à 99999,9999
8
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage). Plage
d'introduction -99999,9999 à 99999,9999
Attention, risque de collision!
Pour éviter toute collision entre le palpeur et la pièce,
introduisez le 1er et le 2ème côté du tenon de manière à
ce qu'il soit de préférence trop grand.
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
X
Y
Q322
Q321
Q324
Q323
SET_UP(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260