Déroulement du cycle – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 182
182
Cycles d'usinage : Poche avec contour
7.
6 EVIDEMENT (cy
c
le 22, DIN/ISO:
G122, option de logiciel A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
7.6 EVIDEMENT (cycle 22,
DIN/ISO: G122, option de
logiciel Advanced programming
features)
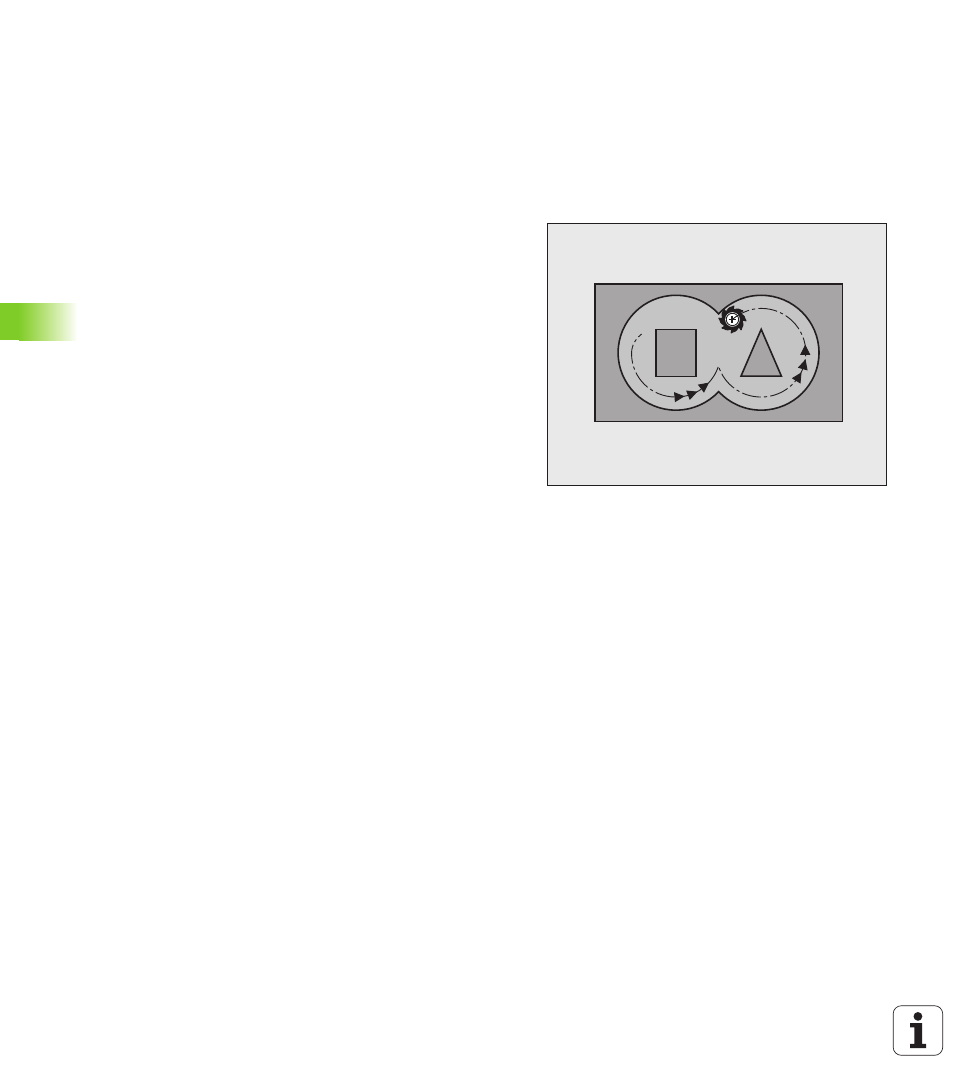
Déroulement du cycle
1
La TNC positionne l'outil au-dessus du point de plongée. La
surépaisseur latérale de finition est alors prise en compte
2
Lors de la première profondeur de passe, l'outil fraise le contour de
l'intérieur vers l'extérieur, avec l'avance de fraisage Q12
3
Les contours d'îlots (ici: C/D) sont fraisés librement en se
rapprochant du contour des poches (ici: A/B)
4
A l'étape suivante, la TNC déplace l'outil à la profondeur de passe
suivante et répète le processus d'évidement jusqu’à ce que la
profondeur programmée soit atteinte
5
Pour terminer, la TNC rétracte l'outil à la hauteur de sécurité