5 inclinaison du plan d'usinag e (sauf tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 40
24
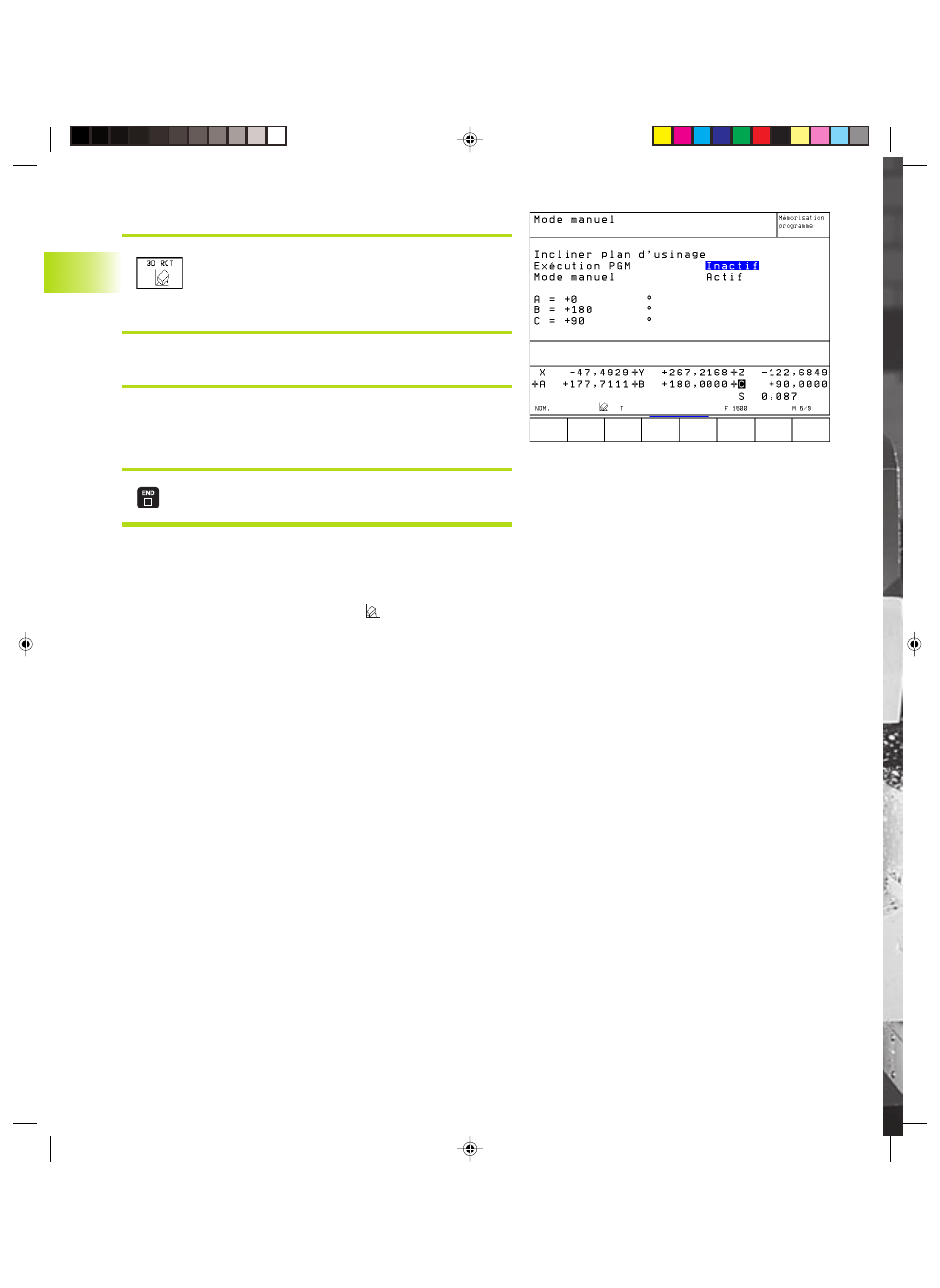
Activation de l'inclinaison manuelle
Sélectionner l'inclinaison manuelle: softkey 3D
ROT. Les points du menu peuvent être
maintenant sélectionnés avec les touches
fléchées
<
Introduire l'angle d'inclinaison
<
Dans le menu Inclinaison du plan d'usinage, mettre sur Actif le
mode choisi: Sélectionner le sous-menu, valider avec la touche
ENT.
<
Achever l'introduction: touche END
Pour désactiver la fonction, mettre les modes souhaités sur Inactif
dans le menu Inclinaison du plan d'usinage.
Si la fonction Inclinaison du plan d'usinage est active et si la TNC
déplace les axes de la machine en fonction des axes inclinés,
l'affichage d‘état fait apparaître le symbole
.
Si vous mettez sur Actif la fonction Inclinaison du plan d'usinage
pour le mode Exécution de programme, l'angle d'inclinaison incrit
au menu est actif dès la première séquence du programme
d'usinage qui doit être exécuté. Si vous utilisez dans le programme
d'usinage le cycle G80 PLAN D'USINAGE, les valeurs angulaires
définies dans le cycle sont actives (à partir de la définition du cycle).
Les valeurs angulaires inscrites au menu sont écrasées par les
valeurs appelées.
2.5 Inclinaison du plan d'usinag
e
(sauf
TNC 41
0)
2 Mode manuel et dégauchissage
Dkap2-3.pm6
28.06.2006, 14:54
24