HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 193
177
TNC 410, TNC 426, TNC 430 HEIDENHAIN
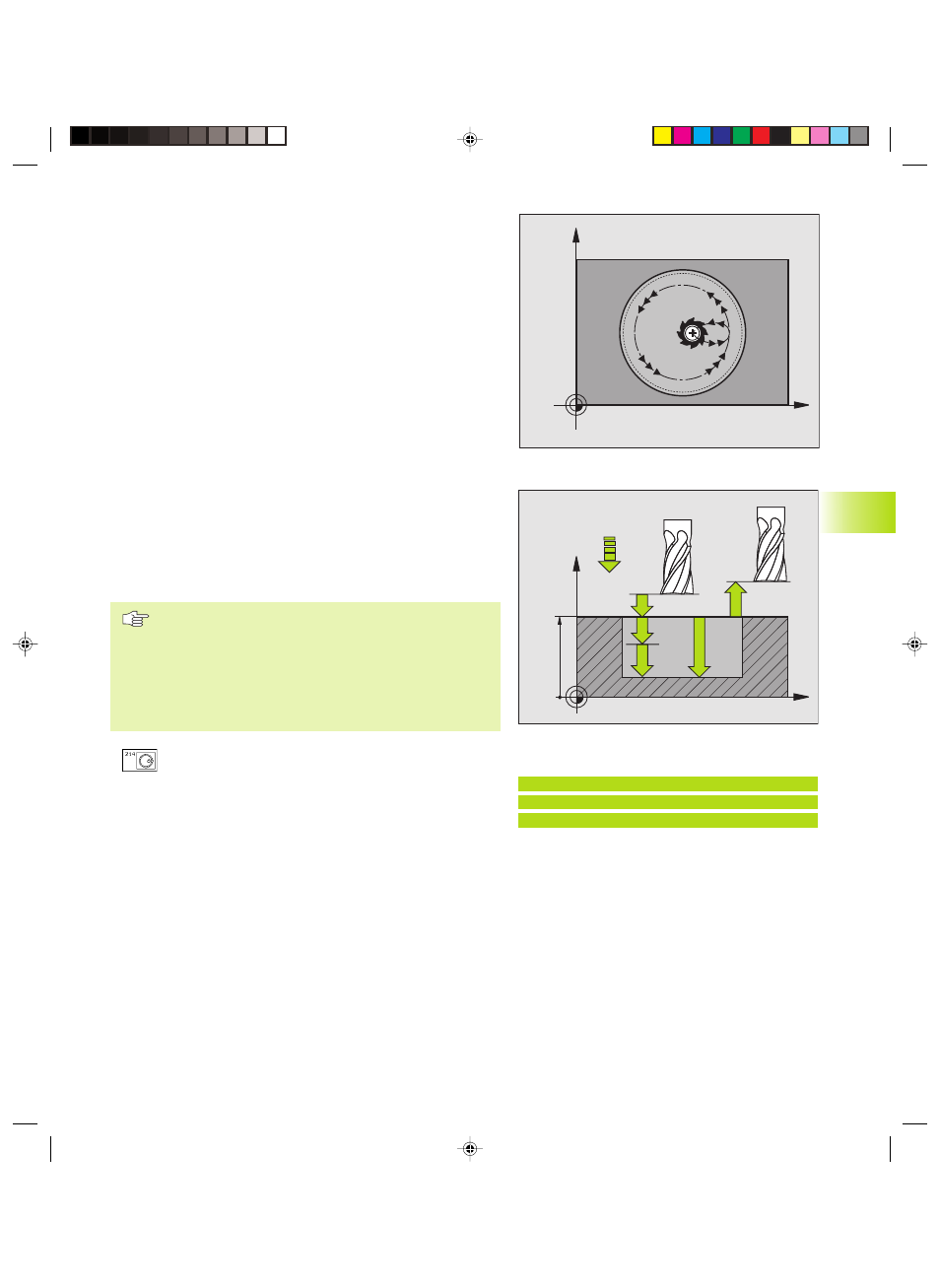
FINITION DE POCHE CIRCULAIRE (cycle G214)
1 La TNC déplace l‘outil automatiquement dans l‘axe de broche à la
distance d'approche ou – si celle-ci est programmée – à la 2ème
distance d'approche, puis au centre de la poche
2 Partant du centre de la poche, l‘outil se déplace dans le plan
d‘usinage jusqu‘au point initial de l‘usinage. Pour calculer le point
initial, la TNC tient compte du diamètre de la pièce brute et du
rayon de l‘outil Si vous introduisez un diamètre 0 pour la pièce
brute, la TNC perce au centre de la poche
3 Si l‘outil se trouve à la 2ème distance d'approche, la TNC le
déplace en avance rapide à la distance d'approche et ensuite, à la
première profondeur de passe suivant l'avance plongée en
profondeur
4 Ensuite, l‘outil se déplace tangentiellement au contour partiel
usiné et fraise sur le contour en avalant
5 Puis l‘outil quitte le contour par tangentement pour retourner au
point initial dans le plan d‘usinage
6 Ce processus (3 à 5) est répété jusqu‘à ce que la profondeur
programmée soit atteinte
7 En fin de cycle, la TNC déplace l‘outil en avance rapide à la
distance d'approche ou – si celle-ci est programmée – à la 2ème
distance d'approche, puis pour terminer, au centre de la poche
(position finale = position initiale)
Remarques avant que vous ne programmiez
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Si vous désirez une finition de la poche dans la masse,
utilisez une fraise à denture frontale (DIN 844) et
introduisez une petite valeur pour l'avance plongée en
profondeur.
ú
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l'outil et la surface de la pièce
ú
Profondeur Q201 (en incrémental): distance entre la
surface de la pièce et le fond de la poche
ú
Avance plongée en profondeur Q206: vitesse de
déplacement de l'outil lors du déplacement jusqu'à la
profondeur, en mm/min. Si vous plongez dans la
matière, introduisez une faible valeur; si vous plongez
dans le vide, introduisez une avance plus élevée
ú
Profondeur de passe Q202 (en incrémental): distance
parcourue par l‘outil en une passe.
ú
Avance de fraisage Q207: vitesse de déplacement de
l‘outil lors du fraisage, en mm/min.
8.4 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
Exemple de séquence CN:
N42 G214 Q200=2 Q201=-20 Q206=150
Q202=5 Q207=500 Q203=+0 Q204=50
Q216=+50 Q217=+50 Q222=79 Q223=80*
Kkap8.pm6
28.06.2006, 14:54
177