7 cy cles sl, gr oupe ii (sauf tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 228
8 Programmation: Cycles
212
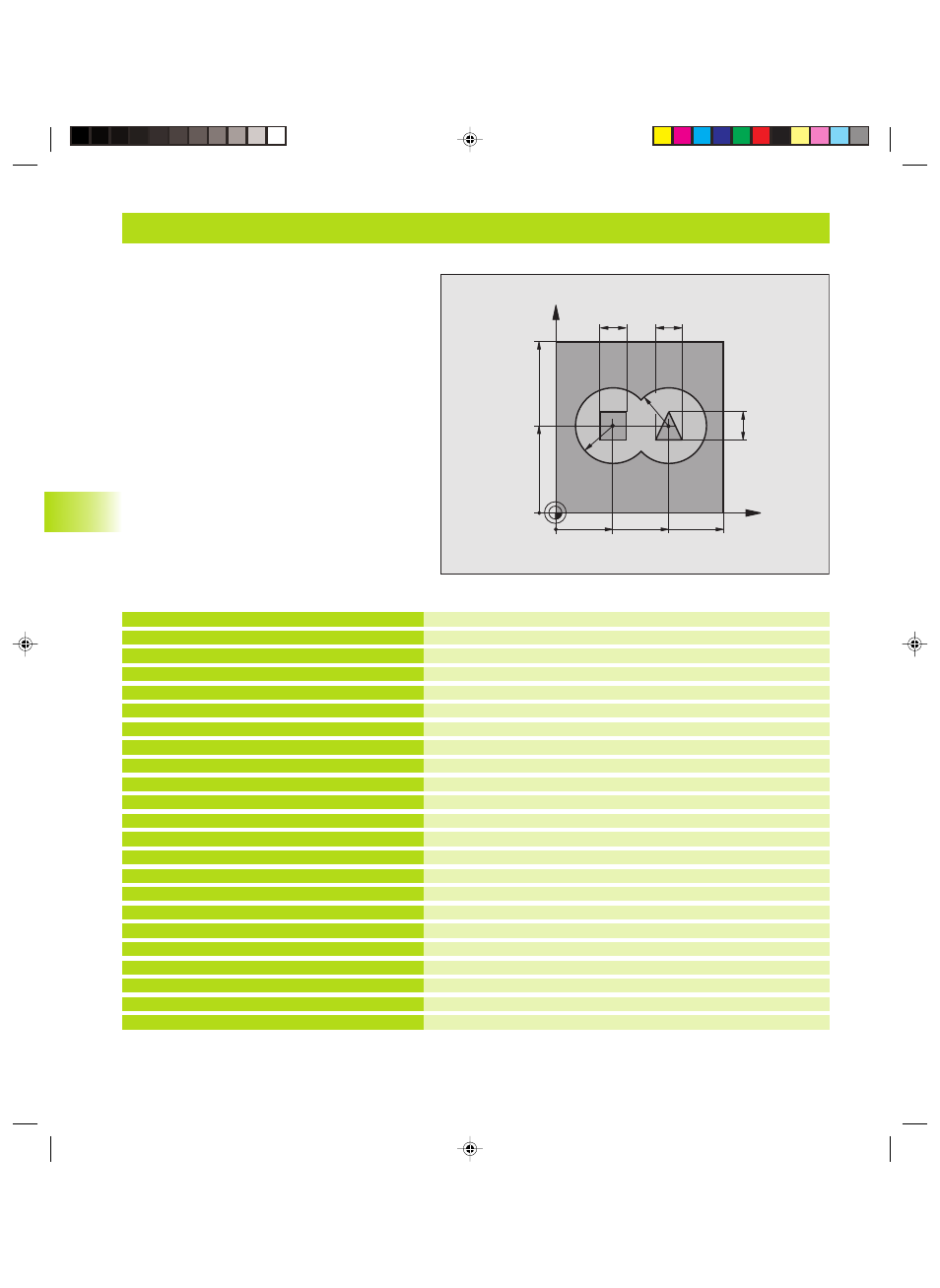
Exemple: Pré-perçage, ébauche et finition de contours superposés
Définition de la pièce brute
Définition d‘outil pour le foret
Définition de l‘outil d‘ébauche/ de finition
Appel d‘outil pour le foret
Dégager l‘outil
Définir les sous-programmes de contour
Définir les paramètres généraux pour l‘usinage
Définition du cycle de pré-perçage
Appel du cycle de pré-perçage
Changement d‘outil
Appel de l‘outil d‘ébauche/ de finition
Définition du cycle d‘évidement
Appel du cycle Evidement
Définition du cycle Finition latérale
Appel du cycle Finition latérale
Définition du cycle Finition latérale
Appel du cycle Finition latérale
Dégager l‘outil, fin du programme
Sous-programme de contour 1: poche à gauche
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
N40 G99 T2 L+0 R+6 *
N50 T1 G17 S4000 *
N60 G00 G40 G90 Z+250 *
N70 G37 P01 1 P02 2 P03 3 P04 4 *
N80 G120 Q1=-20 Q2=1 Q3=+0,5 Q4=+0,5
Q5=+0 Q6=+2 Q7=+100 Q8=+0,1 Q9=-1 *
N90 G121 Q10=+5 Q11=250 Q13=2 *
N100 G79 M3 *
N110 Z+250 M6 *
N120 T2 G17 S3000 *
N130 G122 Q10=+5 Q11=100 Q12=350 *
N140 G79 M3 *
N150 G123 Q11=100 Q12=200 *
N160 G79 *
N170 G124 Q9=+1 Q10=+5 Q11=100 Q12=400
Q14=+0 *
N180 G79 *
N190 G00 Z+250 M2 *
N200 G98 L1 *
X
Y
35
50
100
100
16
16
R25
65
16
R25
8.7 Cy
cles SL,
gr
oupe II (sauf
TNC
41
0)
Kkap8.pm6
28.06.2006, 14:54
212