2 pr incipes des f onctions de cont our nag e – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 114
98
6 Programmation: Programmer les contours
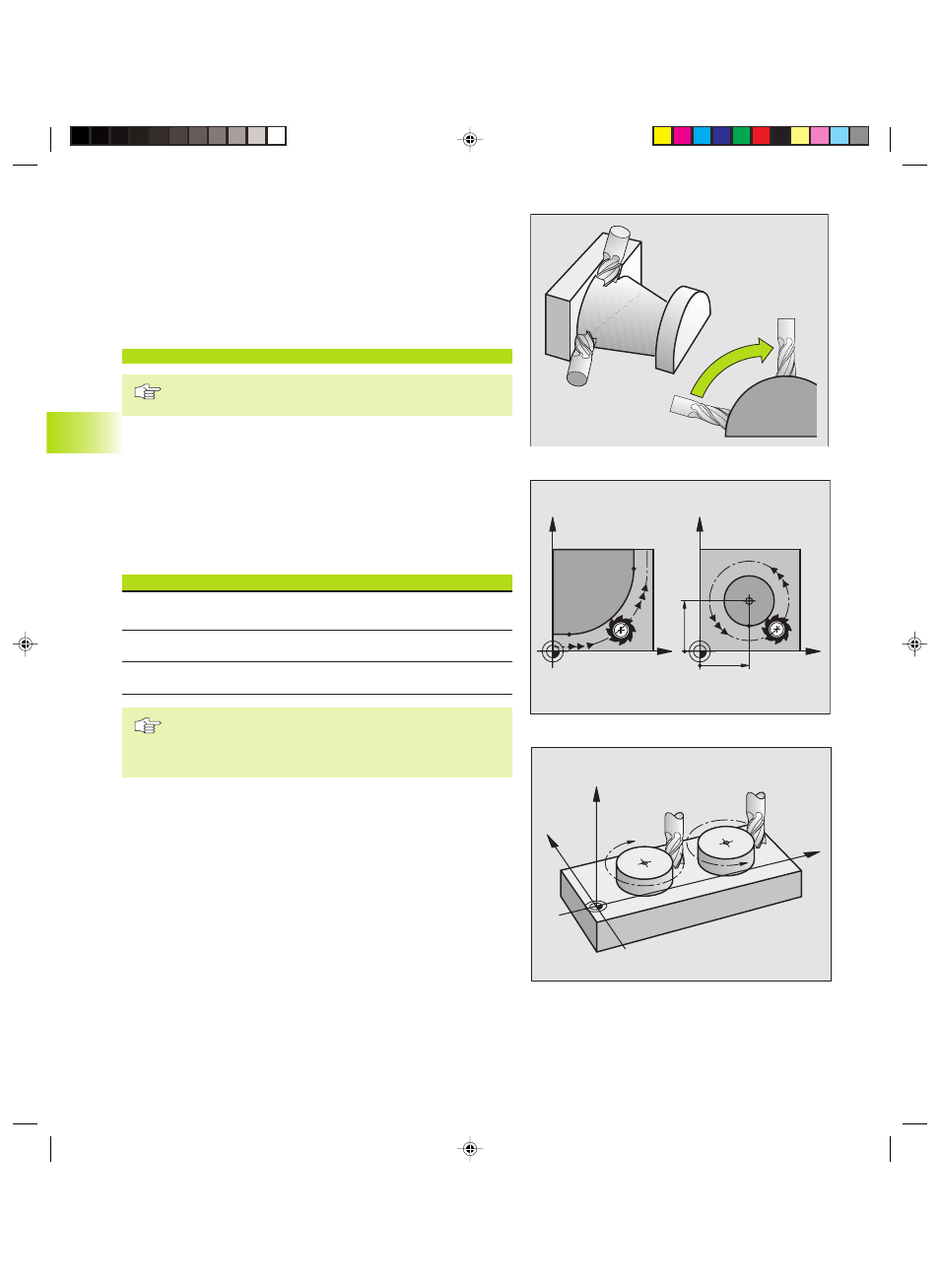
Introduction de plus de trois coordonnées (sauf TNC 410)
La TNC peut commander jusqu‘à 5 axes simultanément. Lors d‘un
usinage sur 5 axes, la commande déplace simultanément, par
exemple, 3 axes linéaires et 2 axes rotatifs.
Le programme d‘usinage pour ce type d‘usinage est
habituellement délivré par un système CAO et ne peut pas être
élaboré sur la machine.
Exemple:
N50 G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
Un déplacement sur plus de 3 axes ne peut pas être
représenté graphiquement par la TNC.
Cercles et arcs de cercle
Pour les déplacements circulaires, la TNC déplace simultanément
deux axes de la machine: L‘outil se déplace par rapport à la pièce en
suivant une trajectoire circulaire. Pour les déplacements circulaires,
vous pouvez introduire un centre de cercle.
Avec les fonctions de contournage des arcs de cercle, vous pouvez
programmer des cercles dans les plans principaux: Le plan principal
doit être défini dans l'appel d'outil avec définition de l‘axe de
broche:
Axe de broche
Plan principal
Centre de cercle
Z (G17)
XY, également
IJ
UV, XV, UY
Y (G18)
ZX, également
KI
WU, ZU, WX
X (G19)
YZ, également
JK
VW, YW, VZ
Avec la TNC 426, TNC 430, vous programmez les cercles
non parallèles au plan principal à l'aide de la fonction
„Inclinaison du plan d‘usinage“ (cf. chap. 8.9 „Inclinaison
du plan d'usinage“) ou avec les paramètres Q (cf. chap. 10).
Sens de rotation pour les déplacements circulaires
Pour les déplacements circulaires sans raccordement tangentiel à
d‘autres éléments du contour, introduisez le sens de rotation:
Rotation sens horaire: G02/G12
Rotation sens anti-horaire: G03/G13
X
Y
X
Y
I
J
G02/G12
G03/G13
X
Z
Y
6.2 Pr
incipes des f
onctions de cont
our
nag
e
Gkap6.pm6
28.06.2006, 14:54
98