HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 190
8 Programmation: Cycles
174
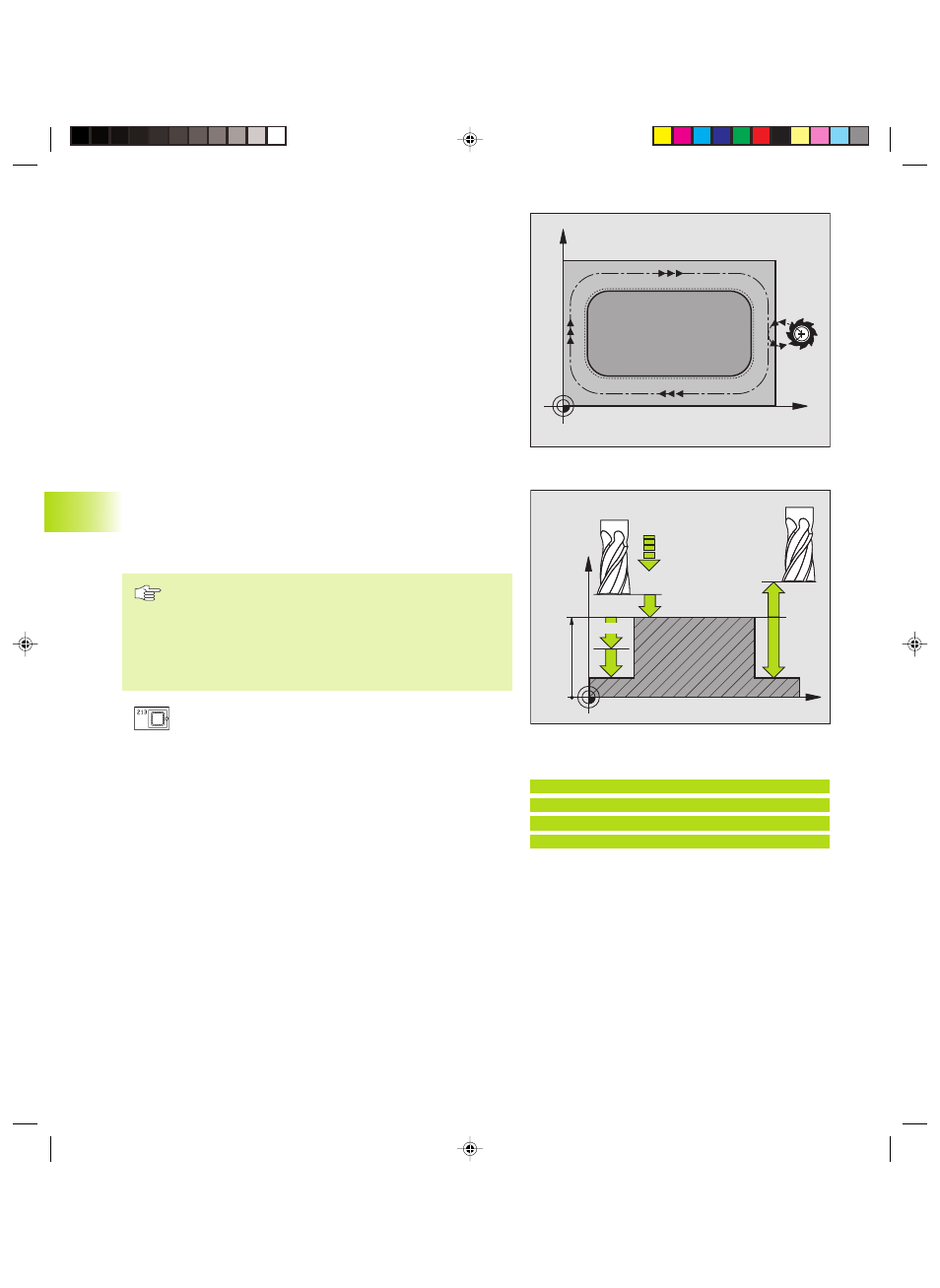
FINITION DE TENON (cycle G213)
1 La TNC déplace l‘outil dans l‘axe de broche à la distance
d'approche ou – si celle-ci est programmée – à la 2ème distance
d'approche, puis au centre du tenon
2 Partant du centre du tenon, l‘outil se déplace dans le plan
d‘usinage jusqu‘au point initial de l‘usinage. Le point initial est
situé à droite du tenon, env. 3-5 fois la valeur du rayon d'outil
3 Si l‘outil se trouve à la 2ème distance d'approche, la TNC le
déplace en avance rapide à la distance d'approche et ensuite, à la
première profondeur de passe suivant l'avance plongée en
profondeur
4 Ensuite, l‘outil se déplace tangentiellement au contour partiel
usiné et fraise sur le contour en avalant
5 Puis l‘outil quitte le contour par tangentement pour retourner au
point initial dans le plan d‘usinage
6 Ce processus (3 à 5) est répété jusqu‘à ce que la profondeur
programmée soit atteinte
7 En fin de cycle, la TNC déplace l‘outil en avance rapide à la
distance d'approche ou – si celle-ci est programmée – à la 2ème
distance d'approche, puis pour terminer, au centre du tenon
(position finale = position initiale)
Remarques avant que vous ne programmiez
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Si vous désirez fraiser le tenon dans la masse, utilisez
une fraise à denture frontale (DIN 844). Introduisez une
petite valeur pour l'avance plongée en profondeur.
ú
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l'outil et la surface de la pièce
ú
Profondeur Q201 (en incrémental): distance entre la
surface de la pièce et le fond du tenon
ú
Avance plongée en profondeur Q206: vitesse de
déplacement de l'outil lors du déplacement jusqu'à la
profondeur, en mm/min. Si vous plongez dans la
matière, introduisez une faible valeur, si vous plongez
dans le vide, introduisez une avance plus élevée
ú
Profondeur de passe Q202 (en incrémental): distance
parcourue par l‘outil en une passe. Introduire une
valeur supérieure à 0.
ú
Avance de fraisage Q207: vitesse de déplacement de
l‘outil lors du fraisage, en mm/min.
ú
Coord. surface pièce Q203 (en absolu): coordonnée de
la surface de la pièce
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
8.4 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
Exemple de séquence CN:
N35 G213 Q200=2 Q201=-20 Q206=150
Q202=5 Q207=500 Q203=+0 Q204=50
Q216=+50 Q217=+50 Q218=80 Q219=60
Q220=5 Q221=0*
Kkap8.pm6
28.06.2006, 14:54
174