9 cycles de conversion de coordonnées – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 252
8 Programmation: Cycles
236
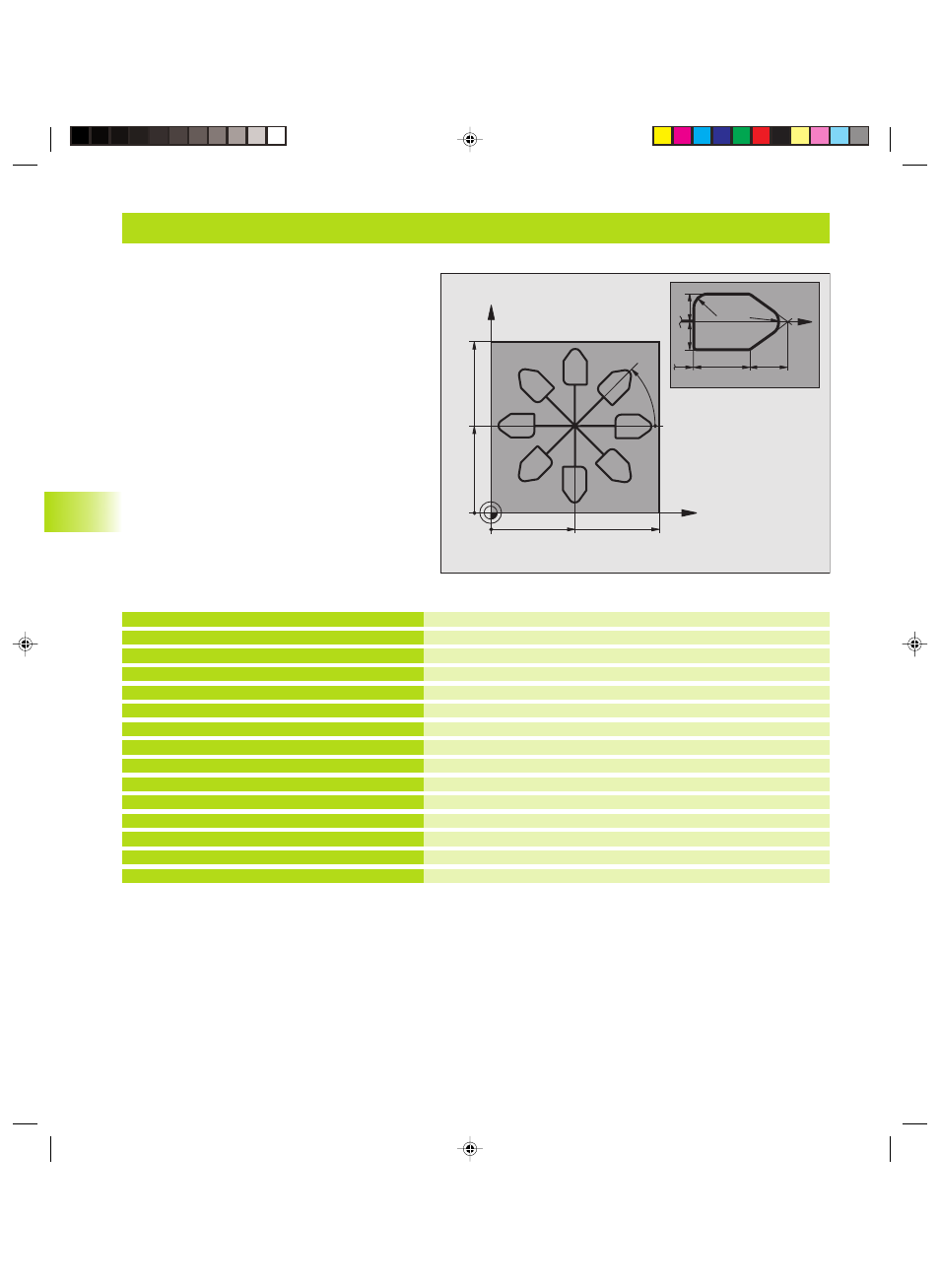
Exemple: Cycles de conversion de coordonnées
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Décalage de l‘outil au centre
Appeler le fraisage
Initialiser un label pour la répétition de parties de programme
Rotation de 45° (en incrémental)
Appeler le fraisage
Retour au LBL 10; six fois au total
Annuler la rotation
Annuler le décalage du point zéro
Dégager l‘outil, fin du programme
%CONVCOO G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G54 X+65 Y+65 *
N70 L1,0 *
N80 G98 L10 *
N90 G73 G91 H+45 *
N100 L1,0 *
N110 L10,6 *
N120 G73 G90 H+0 *
N130 G54 X+0 Y+0 *
N140 G00 Z+250 M2 *
Déroulement du programme
■
Conversions de coordonnées dans le programme
principal
■
Usinage dans le sous-programme 1
(cf. „9 Programmation: Sous-programmes et
répétitions de parties de programme“)
8.9 Cycles de conversion de coordonnées
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
Kkap8.pm6
28.06.2006, 14:54
236