HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 201
185
TNC 410, TNC 426, TNC 430 HEIDENHAIN
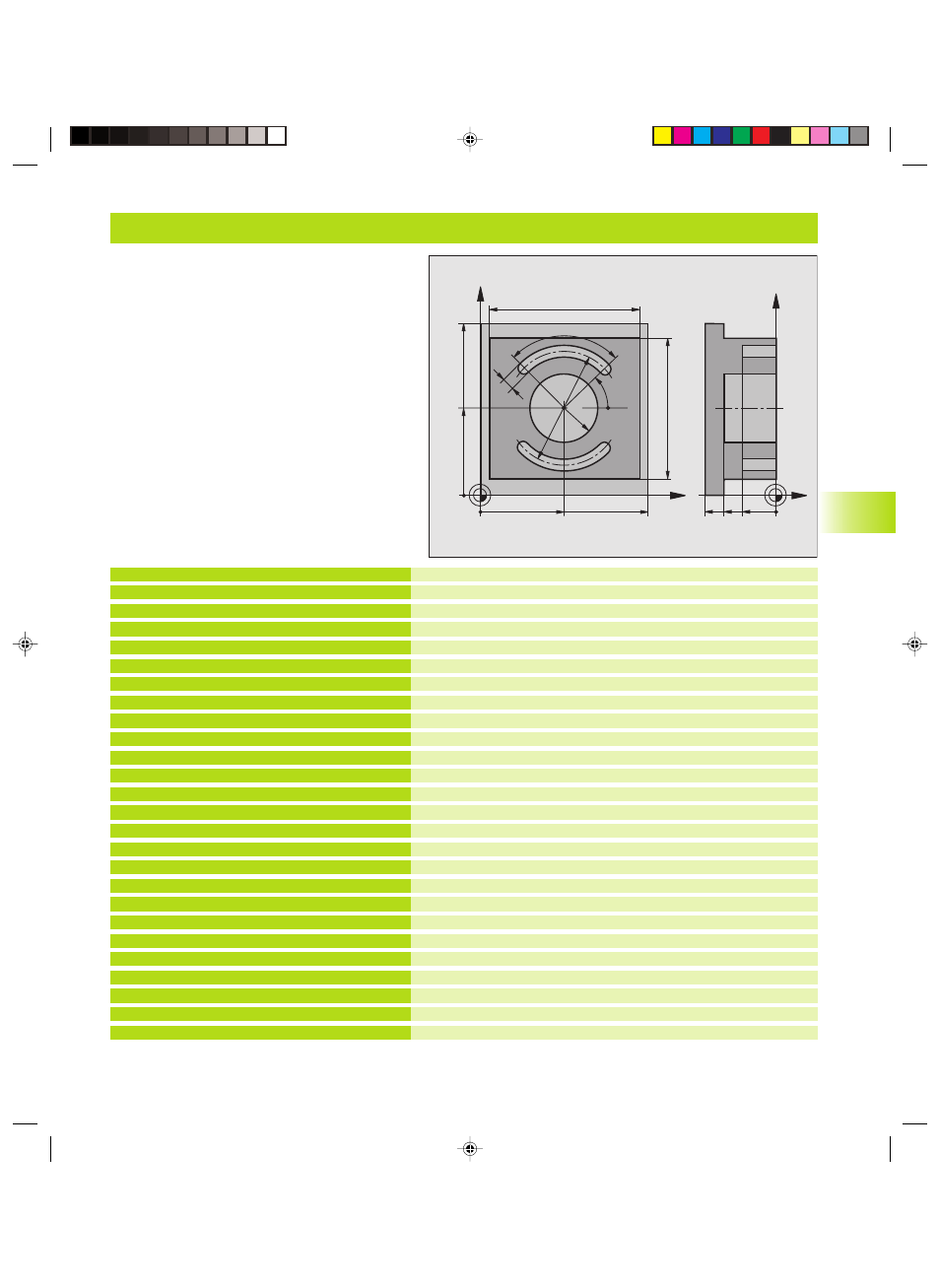
Exemple: Fraisage de poche, tenon, rainure
8.4 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30
Définition de la pièce brute
Définition de l‘outil d‘ébauche/ de finition
Définition d‘outil pour fraise à rainurer
Appel de l‘outil d‘ébauche/ de finition
Dégager l‘outil
Définition du cycle pour usinage externe
Appel du cycle pour usinage externe
Définition du cycle Poche circulaire
Appel du cycle Poche circulaire
Changement d‘outil
Appel d‘outil pour fraise à rainurer
Définition du cycle Rainure 1
Appel du cycle Rainure 1
Nouvel angle initial pour rainure 2
Appel du cycle Rainure 2
Dégager l‘outil, fin du programme
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
N40 G99 T2 L+0 R+3 *
N50 T1 G17 S3500 *
N60 G00 G40 G90 Z+250 *
N70 G213 Q200=2 Q201=-30 Q206=250 Q202=5
Q207=250 Q203=+0 Q204=20 Q216=+50
Q217=+50 Q218+90 Q219=80 Q220=0 Q221=5 *
N80 G79 M03 *
N90
G78 P01 2 P02 -30 P03 5 P04 250 PO5 25
P06 400 *
N100 G00 G40 X+50 Y+50 *
N110 Z+2 M99 *
N120 Z+250 M06 *
N130 T2 G17 S5000 *
N140 G211 Q200=2 Q201=-20 Q207=250
Q202=5 Q215=0 Q203=+0 Q204=100
Q216=+50 Q217=+50 Q244=70 Q219=8
Q245=+45 Q248=90 *
N150 G79 M03 *
N160 D00 Q245 P01 +225 *
N170 G79 *
N180 G00 Z+250 M02 *
N999999 %C210 G71 *
Kkap8.pm6
28.06.2006, 14:54
185