5 cycles d'usinage de motifs de points – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 205
189
TNC 410, TNC 426, TNC 430 HEIDENHAIN
4 Ce processus (1 à 3) est répété jusqu‘à ce que toutes les
opérations d‘usinage soient exécutées sur la première ligne;
l‘outil se trouve sur le dernier point de la première ligne
5 La TNC déplace ensuite l‘outil sur le dernier point de le deuxième
ligne où il exécute l'usinage
6 Partant de là, la TNC positionne l‘outil dans le sens négatif de
l‘axe principal, sur le point initial de l‘opération d‘usinage suivante
7 Ce processus (5 à 6) est répété jusqu‘à ce que toutes les
opérations d‘usinage soient exécutées sur la deuxième ligne
8 Ensuite, la TNC déplace l‘outil sur le point initial de la dernière
ligne
9 Toutes les autres lignes sont usinées suivant un déplacement
pendulaire
ú
Point initial 1er axe Q225 (en absolu): coordonnée du
point initial dans l'axe principal du plan d'usinage
ú
Point initial 2ème axe Q226 (en absolu): coordonnée
du point initial dans l'axe auxiliaire du plan d'usinage
ú
Distance 1er axe Q237 (en incrémental): distance
entre les différents points sur la ligne
ú
Distance 2ème axe Q238 (en incrémental): distance
entre les lignes
ú
Nombre d'intervalles Q242: nombre d'opérations
d'usinage sur la ligne
ú
Nombre de lignes Q243: nombre de lignes
ú
Position angulaire Q224 (en absolu): angle de rotation
de l‘ensemble du schéma de perçages; le centre de
rotation est situé sur le point initial
ú
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l'outil et la surface de la pièce
ú
Coord. surface pièce Q203 (en absolu): coordonnée de
la surface de la pièce
ú
2ème distance d'approche Q204 (en incrémental):
coordonnée dans l‘axe de broche excluant toute
collision entre l‘outil et la pièce (matériels de bridage)
En outre pour la TNC 426, TNC 430 avec logiciel CN
280 474-xx:
ú
Déplacement à la hauteur de sécurité Q301: Définir
comment l'outil doit se déplacer entre les usinages:
0: Entre les opérations d'usinage, se déplacer à la
distance d'approche
1: Entre les points de mesure, se déplacer à la 2ème
distance d'approche
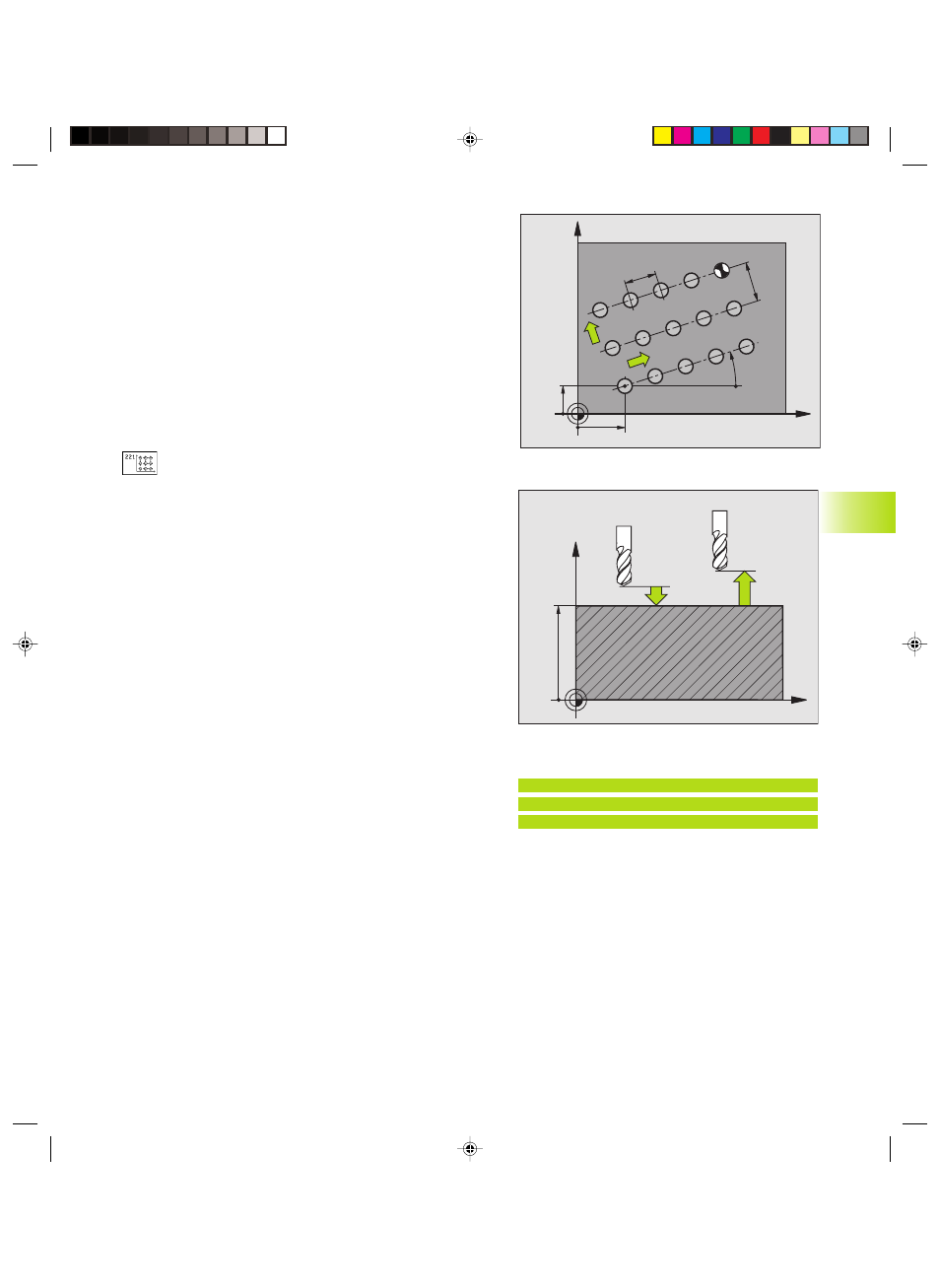
8.5 Cycles d'usinage de motifs de points
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
Exemple de séquence CN:
N54 G221 Q225=+15 Q226=+15 Q237=+10
Q238=+8 Q242=6 Q243=4 Q224=+15
Q200=2 Q203=+0 Q204=50*
Kkap8.pm6
28.06.2006, 14:54
189