7 cy cles sl, gr oupe ii (sauf tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 220
Advertising
8 Programmation: Cycles
204
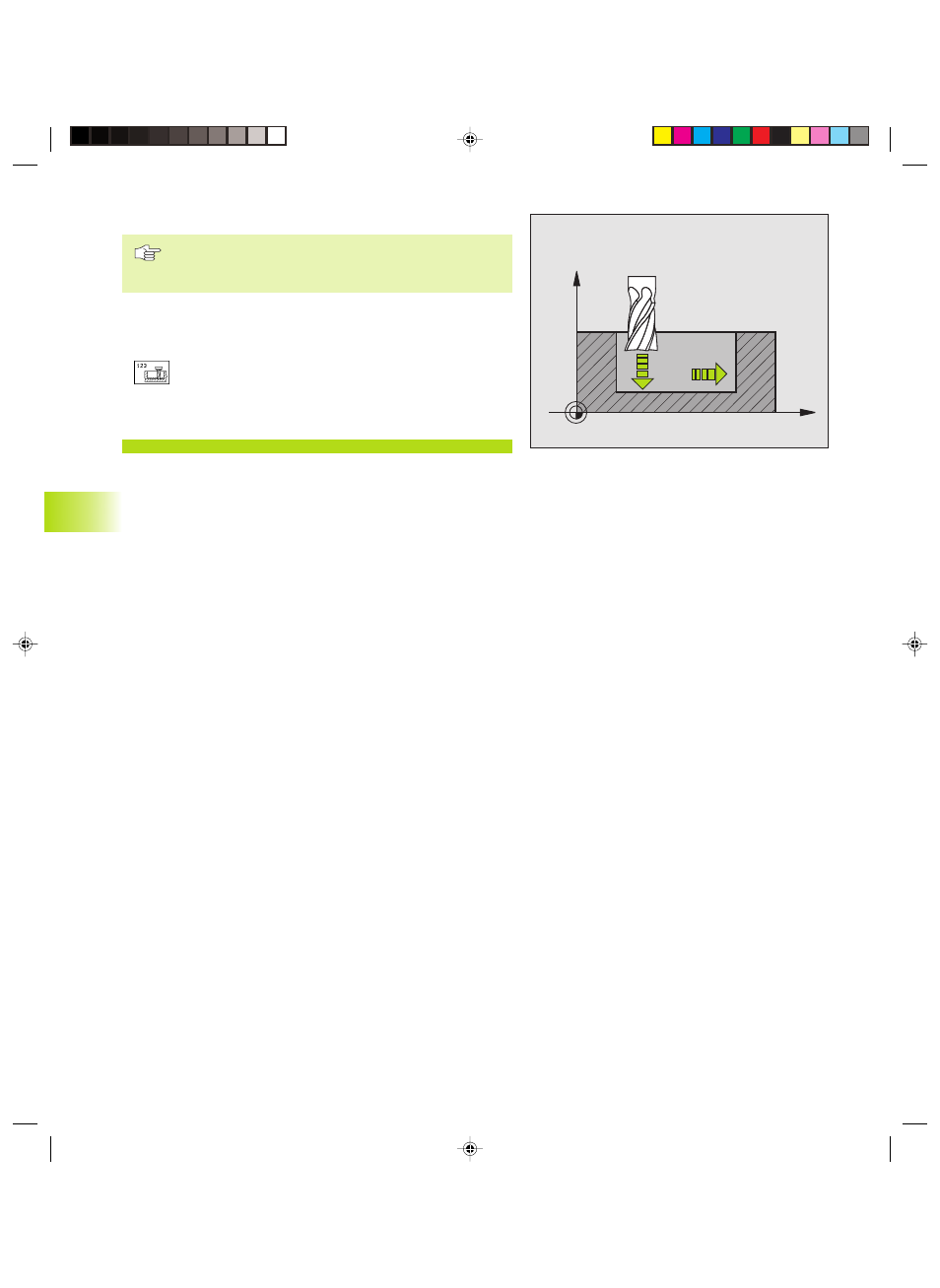
FINITION EN PROFONDEUR (cycle G123)
La TNC détermine automatiquement le point initial pour
la finition. Celui-ci dépend des relations d‘emplacement
à l‘intérieur de la poche.
La TNC déplace l‘outil en douceur (cercle tangentiel vertical) vers la
surface à usiner. L‘outil fraise ensuite ce qui reste après
l‘évidement, soit la valeur de la surépaisseur de finition.
ú
Avance plongée en profondeur Q11: vitesse de
déplacement de l‘outil lors de la plongée
ú
Avance d'évidement Q12: Avance de fraisage
Exemple de séquence CN:
N60 G123 Q11=100 Q12=350*
8.7 Cy
cles SL,
gr
oupe II (sauf
TNC
41
0)
X
Z
Q11
Q12
Kkap8.pm6
28.06.2006, 14:54
204
Advertising
Ce manuel est liée aux produits suivants: