3 etalonner des pièces avec palpeurs 3d – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 326
TNC 410, TNC 426, TNC 430 HEIDENHAIN
311
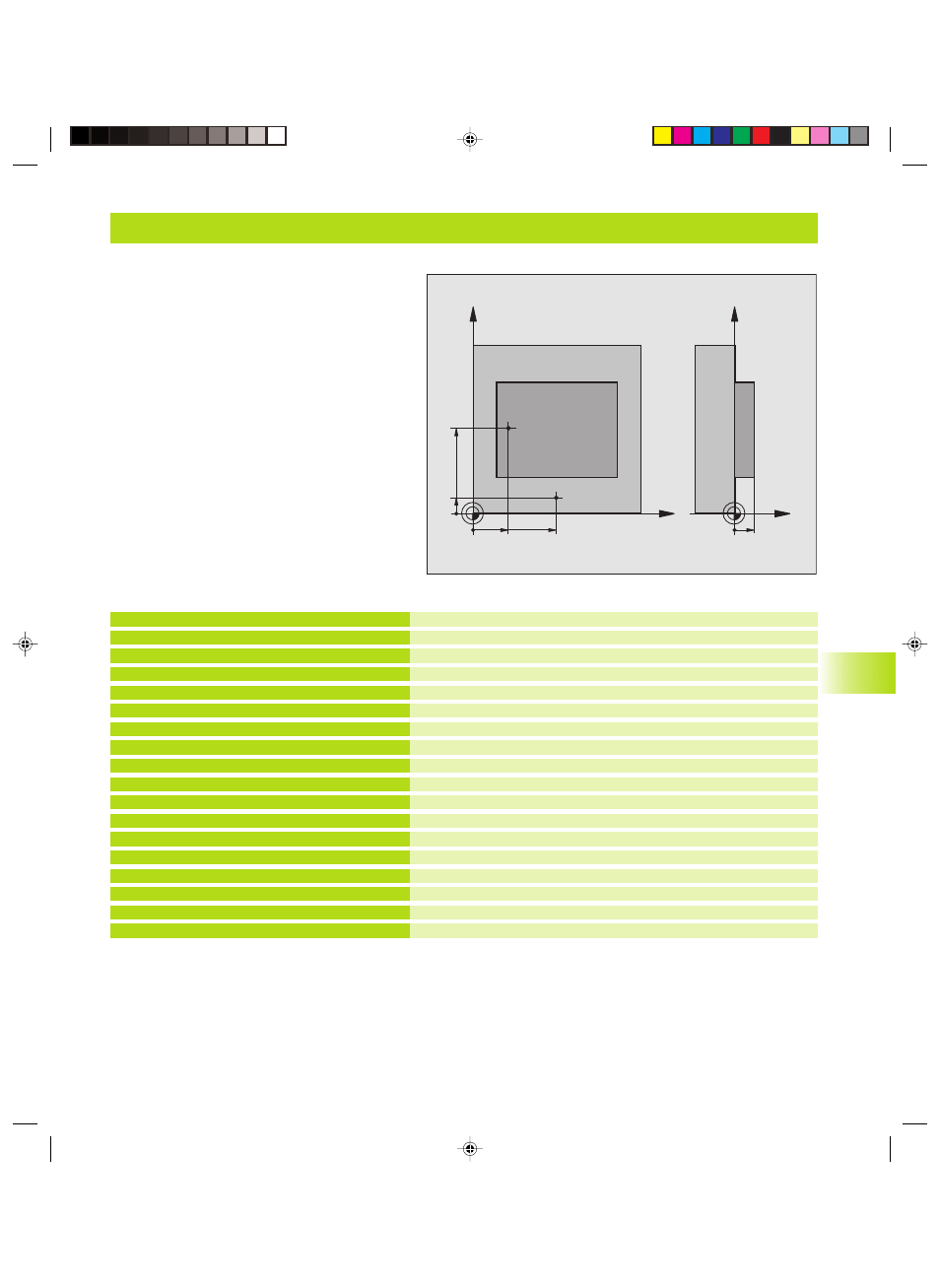
12.3 Etalonner des pièces avec palpeurs 3D
Exemple: Calculer la hauteur d‘un îlot sur la pièce
Déroulement du programme
■
Affectation de valeurs aux paramètres du
programme
■
Avec le cycle G55, mesurer la hauteur
■
Calculer la hauteur
X
Y
20
50
10
50
Z
Y
10
%PALP3D G71 *
N10 D00 Q11 P01 +20 *
N20 D00 Q12 P01 +50 *
N30 D00 Q13 P01 +10 *
N40 D00 Q21 P01 +50 *
N50 D00 Q22 P01 +10 *
N60 D00 Q23 P01 +0 *
N70 T0 G17 *
N80 G00 G40 G90 Z+250 *
N90 X+Q11 Y+Q12 *
N100 G55 P01 10 P02 Z-
X+Q11 Y+Q12 Z+Q13 *
N110 X+Q21 Y+Q22 *
N120 G55 P01 20 P02 Z- Z+Q23 *
N130 D02 Q1 P01 +Q20 P02 +Q10 *
N140 G38 *
N150 G00 G40 Z+250 M2 *
N999999 %PALP3D G71 *
Coordonnée X du 1er point de palpage
Coordonnée Y du 1er point de palpage
Coordonnée Z du 1er point de palpage
Coordonnée X du 2ème point de palpage
Coordonnée Y du 2ème point de palpage
Coordonnée Z du 2ème point de palpage
Appel du palpeur
Dégager le palpeur
Prépositionner le palpeur
Mesurer l‘arête supérieure de la pièce
Pré-positionnement pour la deuxième mesure
Mesurer le fond
Calculer la hauteur absolue de l‘îlot
Arrêt de l‘exécution du programme: vérifier Q1
Dégager l‘outil, fin du programme
Okap12.pm6
28.06.2006, 14:54
311