5 cycles d'usinage de motifs de points – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 203
187
TNC 410, TNC 426, TNC 430 HEIDENHAIN
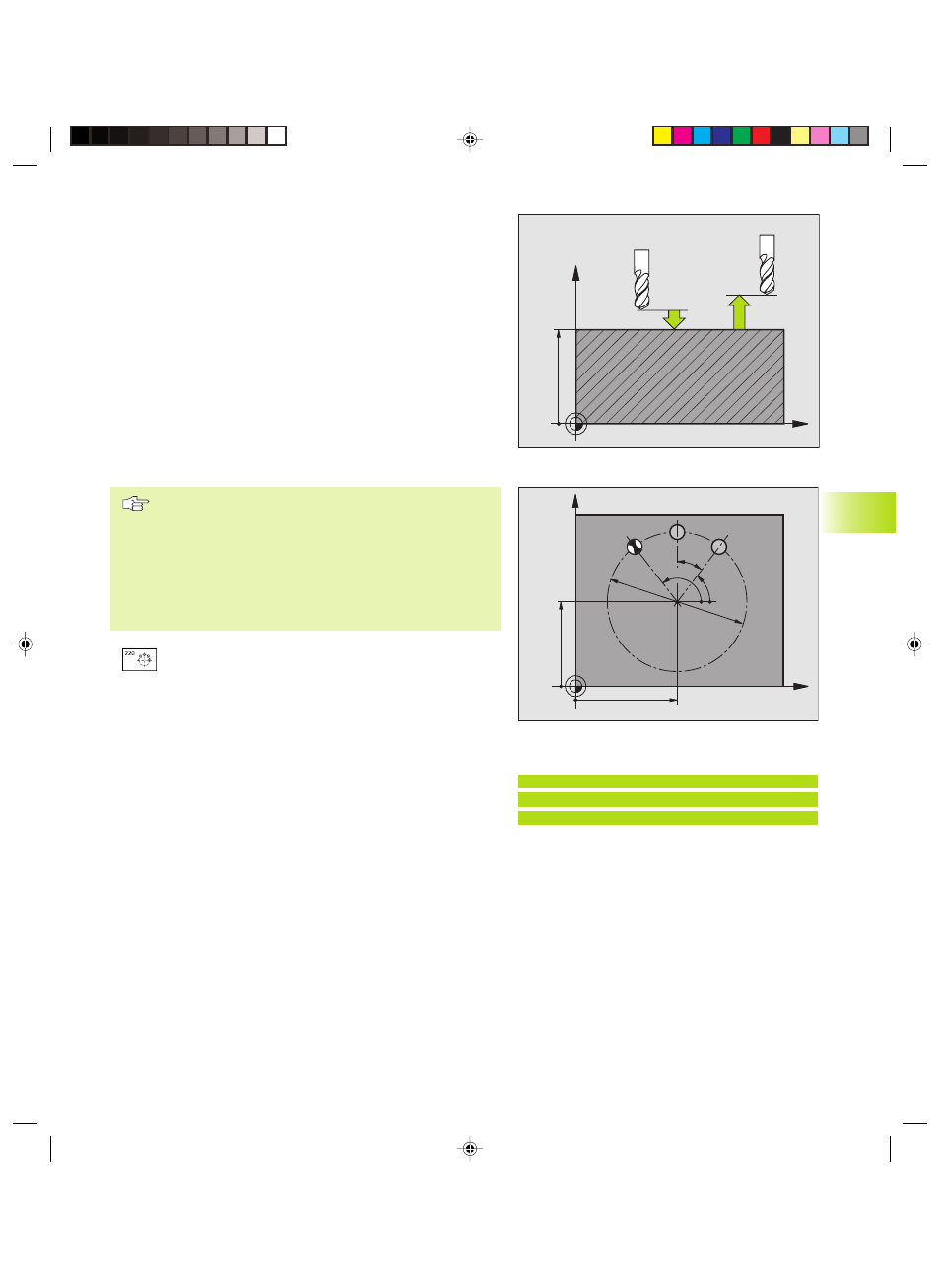
MOTIFS DE POINTS SUR UN CERCLE (cycle 220)
1 La TNC positionne l‘outil en rapide de la position actuelle jusqu‘au
point initial de la première opération d‘usinage.
Etapes:
■
Aborder la 2ème distance d'approche (axe de broche)
■
Aborder le point initial dans le plan d'usinage
■
Aller à la distance d'approche au-dessus de la pièce
(axe de broche)
2 A partir de cette position, la TNC exécute le dernier cycle
d‘usinage défini
3 Ensuite, la TNC positionne l'outil en suivant un déplacement
linéaire jusqu'au point initial de l'opération d'usinage suivante;
l'outil est positionné à la distance d'approche (ou à la 2ème
distance d'approche)
4 Ce processus (1 à 3) est répété jusqu‘à ce que toutes les
opérations d‘usinage aient été exécutées
Remarques avant que vous ne programmiez
Le cycle G220 est actif avec DEF, c‘est-à-dire qu‘il appelle
automatiquement le dernier cycle d‘usinage défini!
Si vous combinez l'un des cycles d'usinage G200 à G208
et G212 à G215 avec le cycle G220, la distance
d'approche, la surface de la pièce et la 2ème distance
d'approche programmées dans le cycle G220 sont
actives!
ú
Centre 1er axe Q216 (en absolu): centre du cercle
primitif dans l'axe principal du plan d'usinage
ú
Centre 2ème axe Q217 (en absolu): entre du cercle
primitif dans l'axe auxiliaire du plan d'usinage
ú
Diamètre du cercle primitif Q244: diamètre du cercle
primitif
ú
Angle initial Q245 (en absolu): angle compris entre
l'axe principal du plan d'usinage et le point initial du
premier usinage sur le cercle primitif
ú
Angle final Q246 (en absolu): angle compris entre l'axe
principal du plan d'usinage et le point initial du dernier
usinage sur le cercle primitif (non valable pour les
cercles entiers); introduire l'angle final différent de
l'angle initial; si l'angle final est supérieur à l'angle
initial, l'usinage est exécuté dans le sens anti-horaire;
dans le cas contraire, il est exécuté dans le sens
horaire
ú
Incrément angulaire Q247 (en incrémental): angle
séparant deux opérations d'usinage sur le cercle
primitif ; si l'incrément angulaire est égal à 0, la TNC le
calcule à partir de l'angle initial, de l'angle final et du
nombre d'opérations d'usinage. Si un incrément
angulaire a été programmé, la TNC ne prend pas en
compte l'angle final; le signe de l'incrément angulaire
détermine le sens de l'usinage (- = sens horaire)
8.5 Cycles d'usinage de motifs de points
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
Exemple de séquence CN:
N53 G220 Q216=+50 Q217=+50 Q244=80
Q245=+0 Q246=+360 Q247=+0 Q241=8
Q200=2 Q203=+0 Q204=50*
Kkap8.pm6
28.06.2006, 14:54
187