HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 35
19
TNC 410, TNC 426, TNC 430 HEIDENHAIN
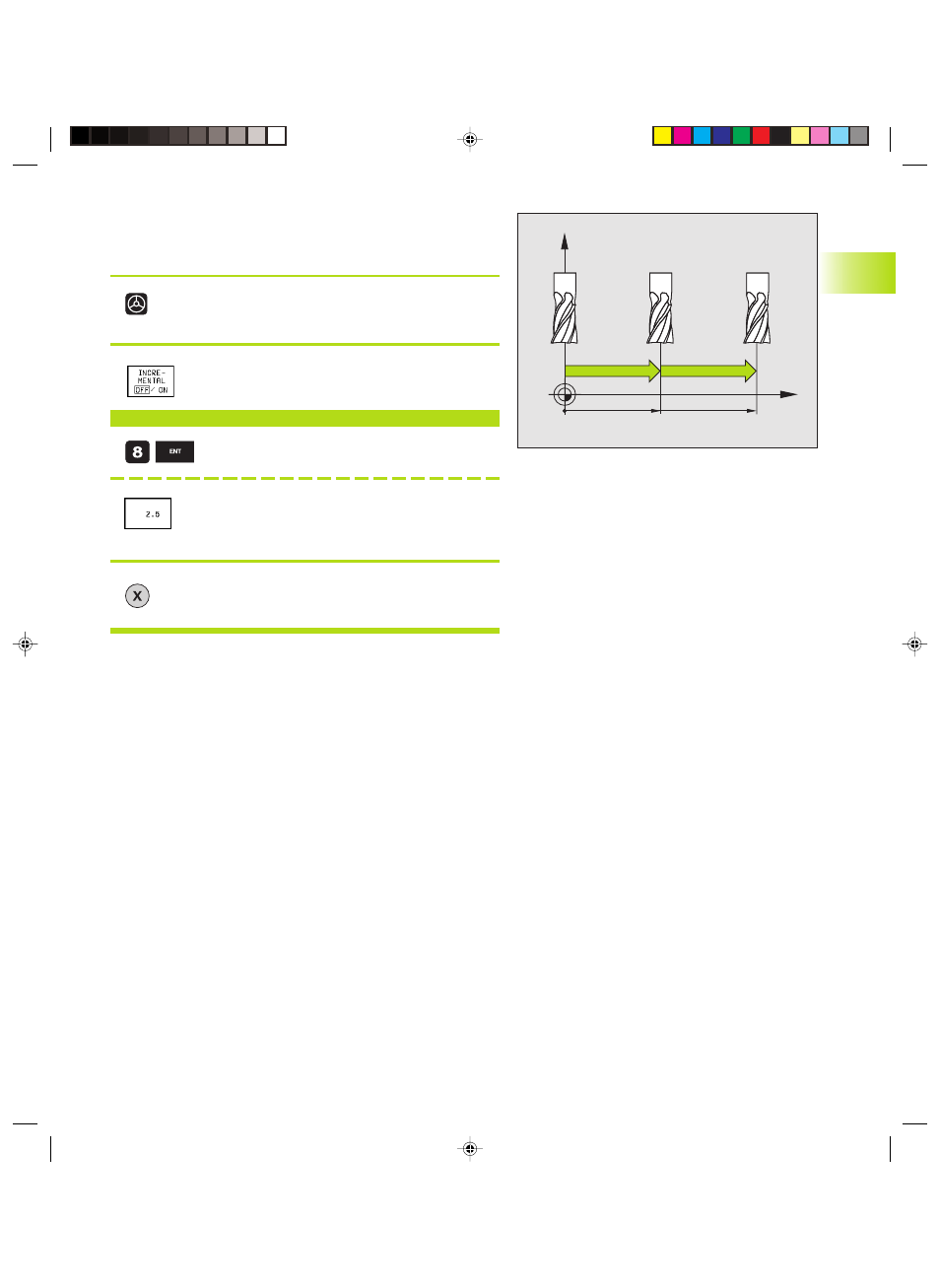
Positionnement pas-à-pas
Lors du positionnement pas-à-pas, la TNC déplace un axe de la
machine de la valeur d'un incrément défini par vous-même.
Sélectionner mode Manuel ou Manivelle
électronique
<
Sélectionner le positionnement pas-à-pas:
Softkey INCREMENTAL sur ON
Passe:
<
Introduire la passe en mm, par ex. 8 mm
Sélectionner la passe par softkey (commuter à
nouveau le menu de softkeys, sauf sur TNC 426,
TNC 430)
<
Appuyer sur la touche de sens externe: répéter
à volonté le positionnement
2.3 Vitesse rotation broche S, avance F,
fonction auxiliaire M
En modes de fonctionnement Manuel et Manivelle électronique,
vous introduisez avec les softkeys la vitesse de rotation broche S,
l'avance F et la fonction auxiliaire M. Les fonctions auxiliaires sont
décrites au chapitre +7. Programmation: Fonctions auxiliaires“.
16
X
Z
8
8
8
2.3 V
it
esse r
otation br
oc
he S
, a
v
ance F
, f
onction auxiliair
e M
Dkap2-3.pm6
28.06.2006, 14:54
19