6 cycles sl, groupe i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 211
195
TNC 410, TNC 426, TNC 430 HEIDENHAIN
X
Z
ú
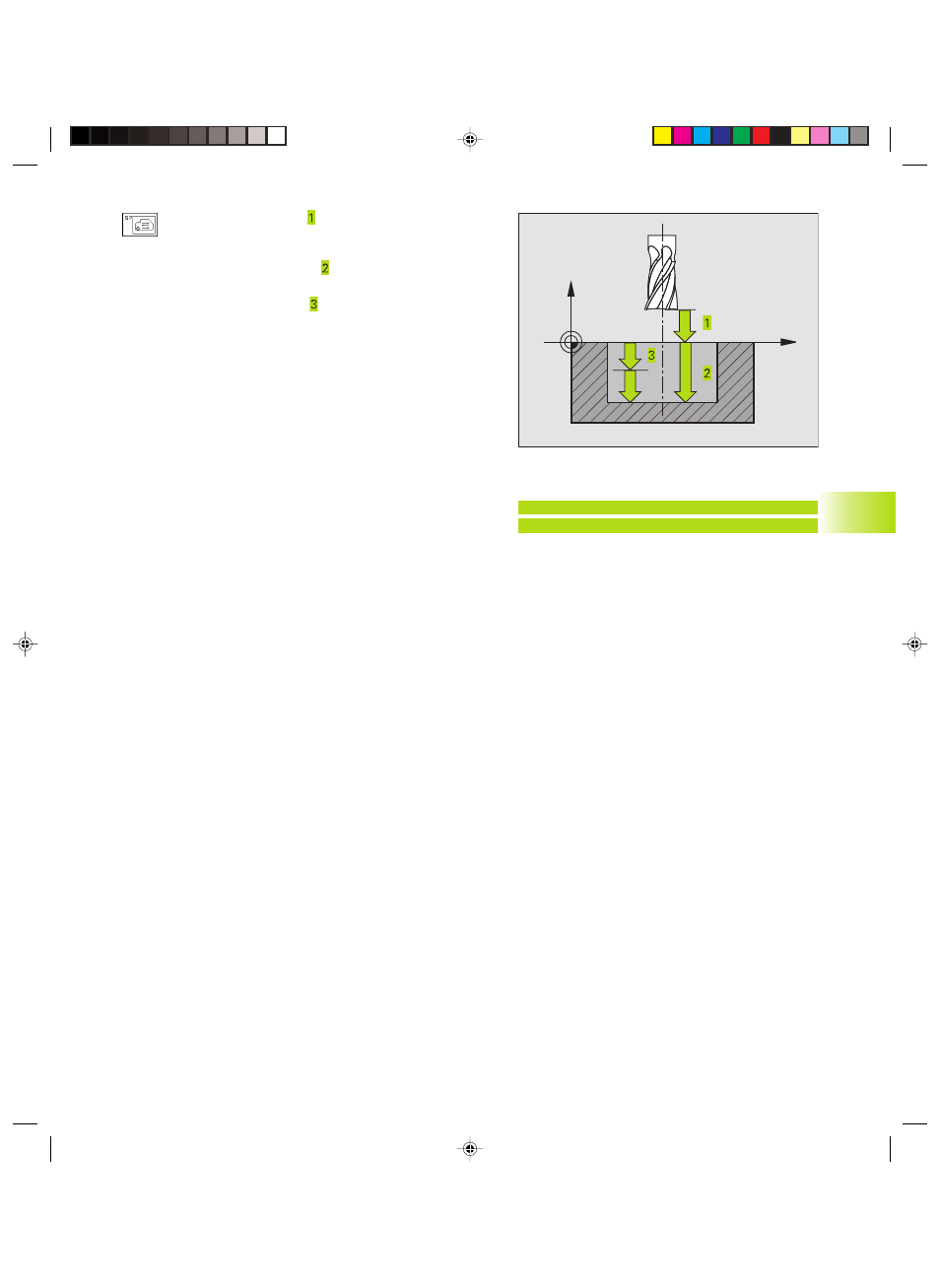
Distance d'approche (en incrémental): distance
entre la pointe de l‘outil (position initiale) et la surface
de la pièce
ú
Profondeur de fraisage (en incrémental): distance
entre surface de la pièce et fond de la poche
ú
Profondeur de passe (en incrémental): distance
parcourue par l‘outil en une passe. La TNC se déplace
en une passe à la profondeur lorsque:
■
Profondeur de passe = profondeur de fraisage
■
Prondeur de passe > profondeur de fraisage
La profondeur de fraisage n‘est pas forcément un
multiple de la profondeur de passe
ú
Avance de plongée en profondeur: Avance de plongée
en mm/min.
ú
Surépaisseur de finition: surépaisseur dans le plan
d'usinage
ú
Angle d'évidement: sens du déplacement
d'évidement L'angle d'évidement se réfère à l'axe
principal du plan d'usinage. Introduire l'angle de
manière à effectuer des coupes qui soient les plus
longues possibles
ú
Avance: avance de fraisage en mm/min.
8.6 Cycles SL, groupe I
Exemple de séquence CN:
N54 G57 P01 2 P02 -15 P03 5 P04 250
P05 +0.5 P06+30 P07 500*
Kkap8.pm6
28.06.2006, 14:54
195