4 cont our nag es – coor données car tésiennes – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 121
105
TNC 410, TNC 426, TNC 430 HEIDENHAIN
6.4 Cont
our
nag
es – Coor
données car
tésiennes
ú
Déplacer l‘outil sur le point initial de la trajectoire circulaire
ú
Introduire les coordonnées du centre du cercle
3
ú
Introduire les coordonnées du point final de l'arc de
cercle
Si nécessaire:
ú
Avance F
ú
Fonction auxiliaire M
Exemple de séquences CN
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Cercle entier
Pour le point final, programmez les mêmes coordonnées que celles
du point initial.
Le point initial et le point final du déplacement circulaire
doivent se situer sur la trajectoire circulaire.
Tolérance d‘introduction: jusqu‘à 0,016 mm
(sélectionnable avec PM7431, sauf TNC 410)
Trajectoire circulaire G02/G03/G05 de rayon défini
L‘outil se déplace sur une trajectoire circulaire de rayon R.
Sens rot.
■
sens horaire: G02
■
sens anti-horaire: G03
■
sans indication de sens: G05
La TNC se déplace sur la trajectoire circulaire dans le dernier sens
programmé.
Attention: Le sens de rotation définit la courbe concave ou convexe!
3
ú
Introduire les coordonnées du point final de l'arc de
cercle
ú
Rayon R
Attention: le signe définit la grandeur de l'arc de cercle!
Si nécessaire:
ú
Avance F
ú
Fonction auxiliaire M
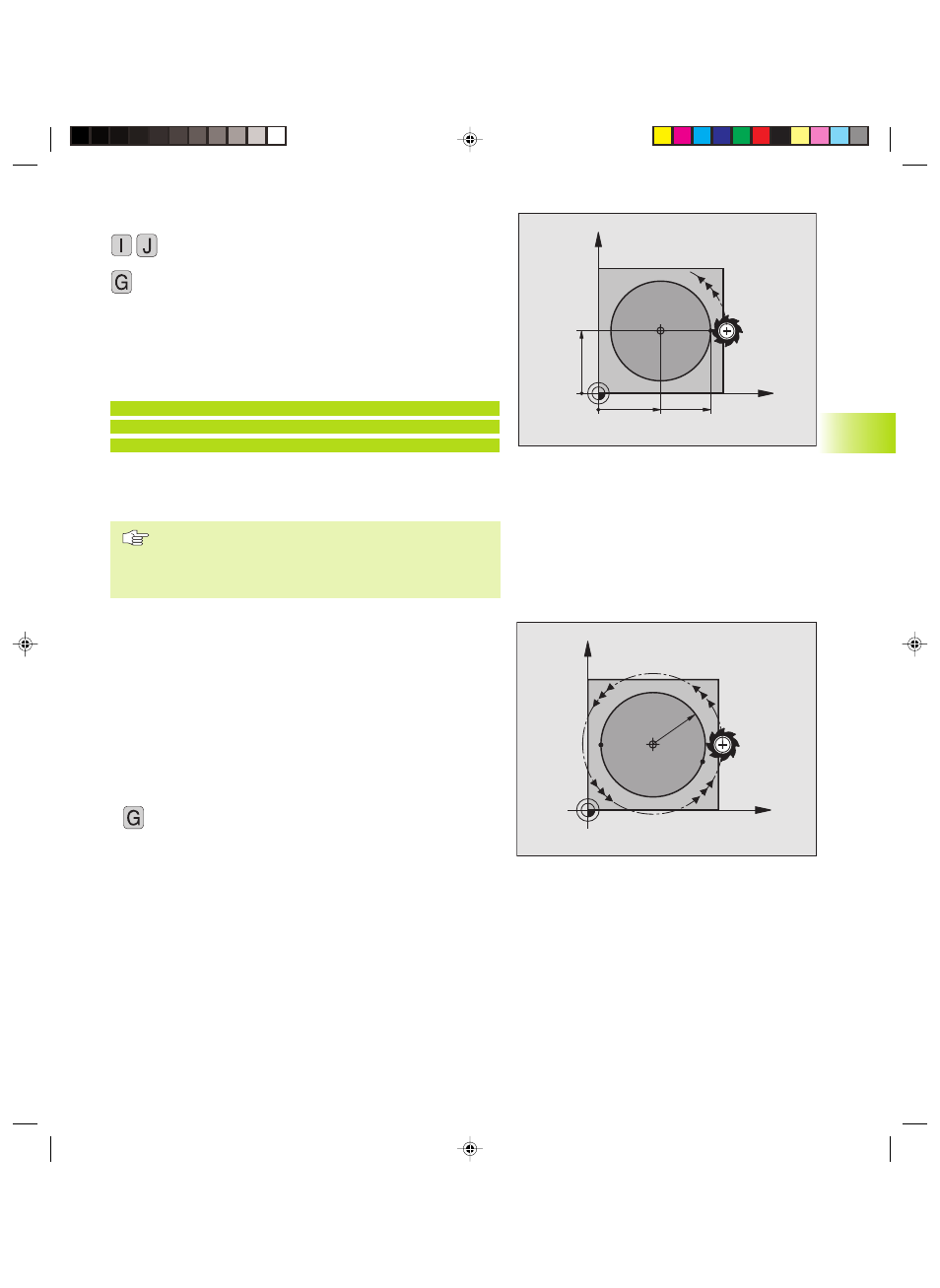
Cercle entier
Pour un cercle entier, programmez successivement deux séquences:
Le point final du premier demi-cercle correspond au point initial du
second. Le point final du second demi-cecle correspond au point
initial du premier. Cf. figure de droite.
X
Y
25=I
45
25=J
CC
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
Gkap6.pm6
28.06.2006, 14:54
105