3 cycles de perçage – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 182
8 Programmation: Cycles
166
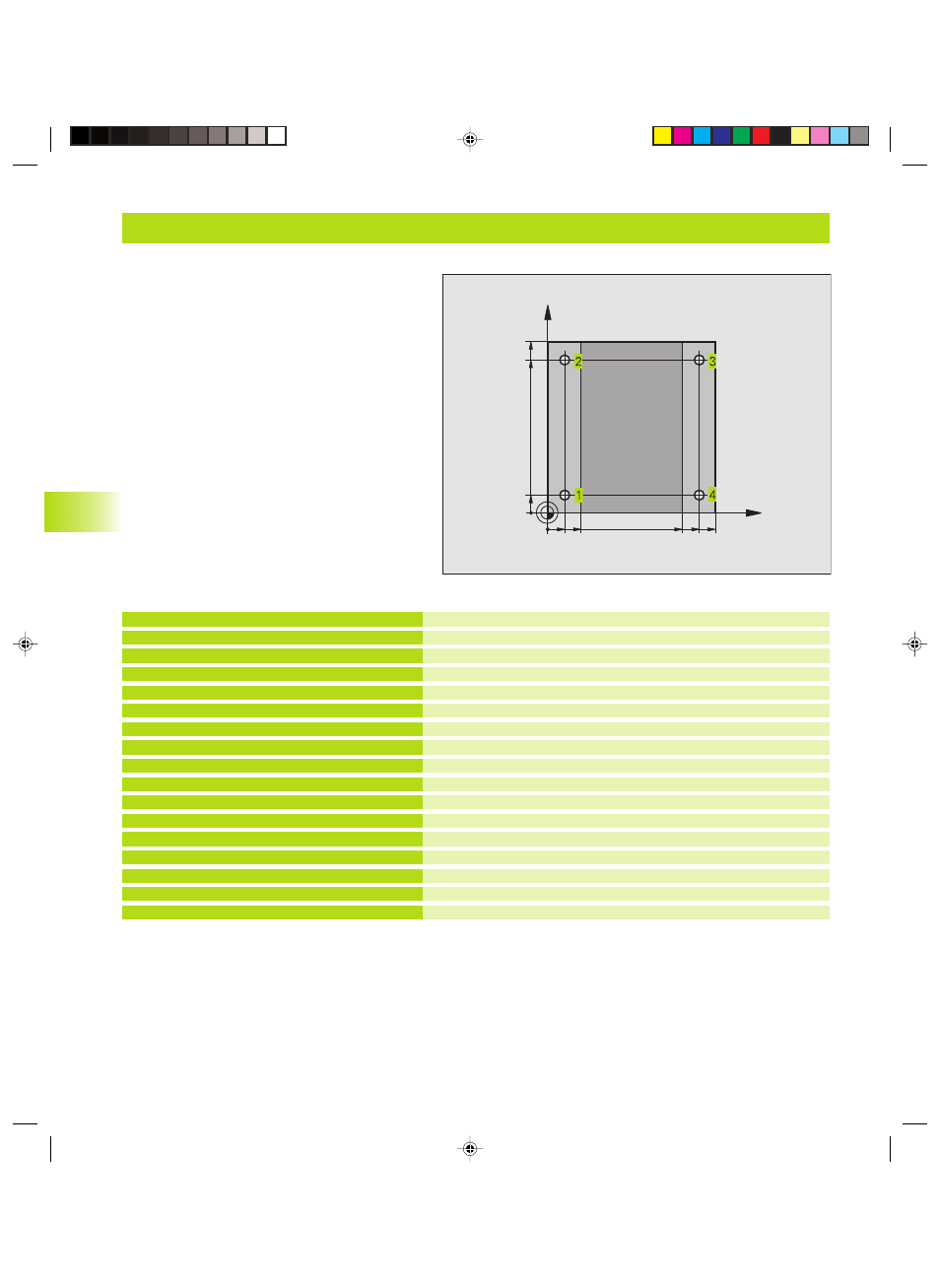
Exemple: Cycles de perçage
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définition du cycle
Aborder le trou 1, marche broche
Pré-positionnement dans l‘axe de broche, appel de cycle
Aborder le trou 2, appel du cycle
Dégager l'axe de broche
Aborder le trou 3
Pré-positionnement dans l‘axe de broche, appel de cycle
Aborder le trou 4, appel du cycle
Dégager l‘outil, fin du programme
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G200 Q200=2 Q201=-15 Q206=250
Q202=5 Q210=0 Q203=0 Q204=50 *
N70 X+10 Y+10 M3 *
N80 Z-8 M99 *
N90 Y+90 M99 *
N100 Z+20 *
N110 X+90 *
N120 Z-8 M99 *
N130 Y+10 M99 *
N140 G00 Z+250 M2 *
N999999 %C200 G71 *
8.3 Cycles de perçage
X
Y
20
10
100
100
10
90
90
80
Kkap8.pm6
28.06.2006, 14:54
166