HEIDENHAIN TNC 640 (34059x-02) Manuel d'utilisation
Page 451
Correction d'outil tridimensionnelle(option de logiciel 2) 12.6
12
TNC 640 | Manuel d'utilisation HEIDENHAIN-Conversationnel | 7/2013
451
Exemple : format de séquence avec normales aux surfaces sans
inclinaison d'outil
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000 M128
Exemple : format de séquence avec normales aux surfaces et
inclinaison d'outil
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
M128
LN :
Droite avec correction 3D
X, Y, Z:
Coordonnées corrigées du point final de la
droite
NX, NY, NZ :
Composantes des normales aux surfaces
TX, TY, TZ :
Composantes du vecteur normé pour
l'orientation de l'outil
F :
Avance
M :
Fonction auxiliaire
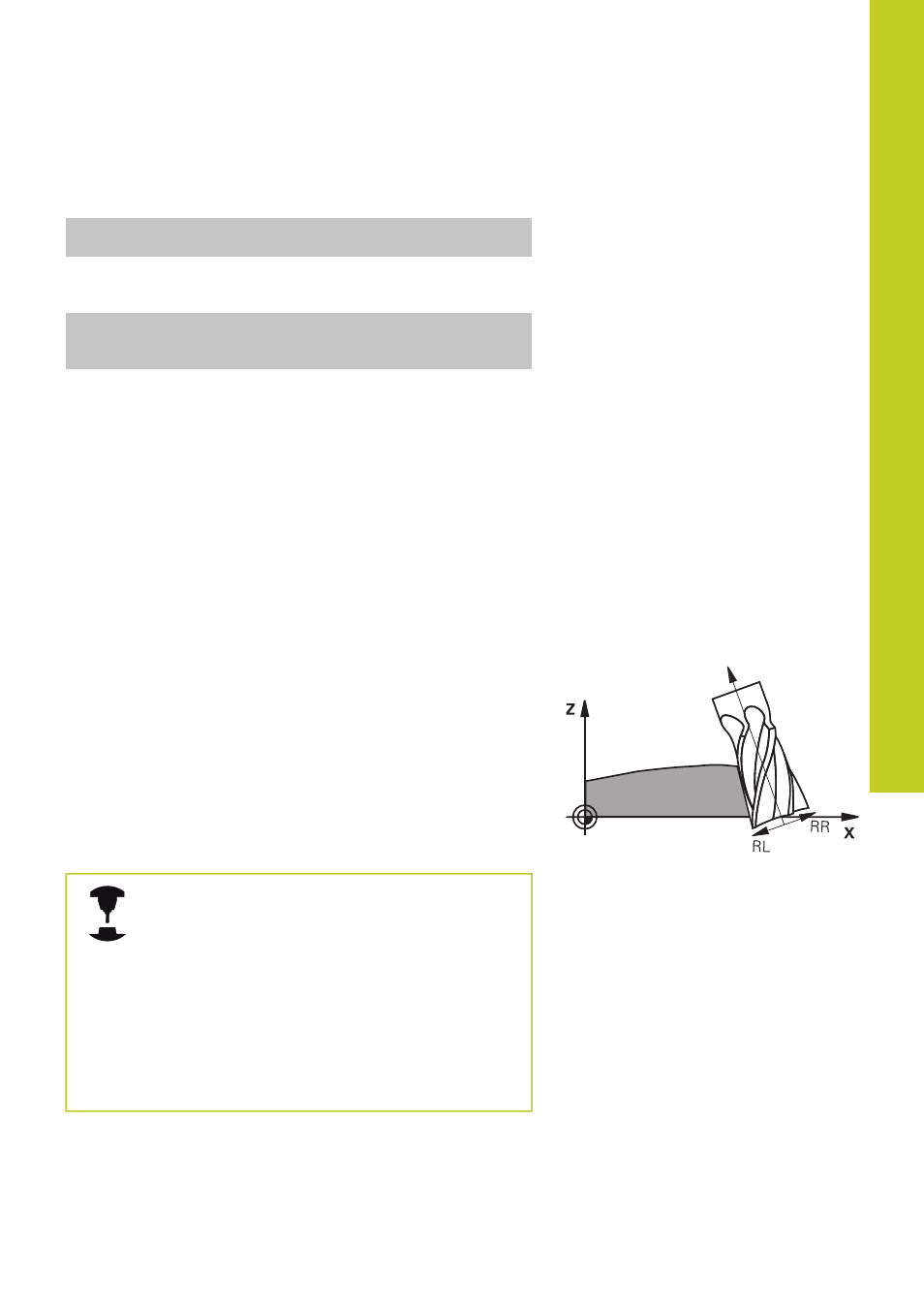
Fraisage en roulant : correction de rayon 3D avec
TCPM et correction de rayon (RL/RR)
La TNC décale l'outil perpendiculairement au sens du déplacement
et perpendiculairement à la direction de l'outil, en fonction de la
somme des valeurs Delta
DR (tableau d'outils et TOOL CALL).
Le sens de correction est à définir avec la correction de rayon
RL/RR (voir figure, sens du déplacement Y+). Pour que la TNC
puisse atteindre l'orientation définie, vous devez activer la fonction
M128, voir "Conserver la position de la pointe d'outil lors du
positionnement des axes inclinés (TCPM) : M128 (option de logiciel
2)", Page 437. La TNC positionne alors automatiquement les axes
rotatifs de la machine de manière à ce que l'outil puisse atteindre
l'orientation d'outil programmée avec la correction active.
Cette fonction n'est possible que sur les machines
dont la configuration d'inclinaison des axes permet
de définir les angles dans l'espace. Consultez le
manuel de votre machine.
La TNC ne peut pas positionner automatiquement
les axes rotatifs sur toutes les machines.
Consultez le manuel de votre machine.
Notez que la TNC applique une correction en fonction
des
valeurs Delta
définies. Un rayon d'outil R défini
dans le tableau d’outils n'a aucune influence sur la
correction.