Exemple : sphère convexe avec fraise deux tailles, Exemples de programmation 9.13 – HEIDENHAIN TNC 640 (34059x-02) Manuel d'utilisation
Page 345
Exemples de programmation 9.13
9
TNC 640 | Manuel d'utilisation HEIDENHAIN-Conversationnel | 7/2013
345
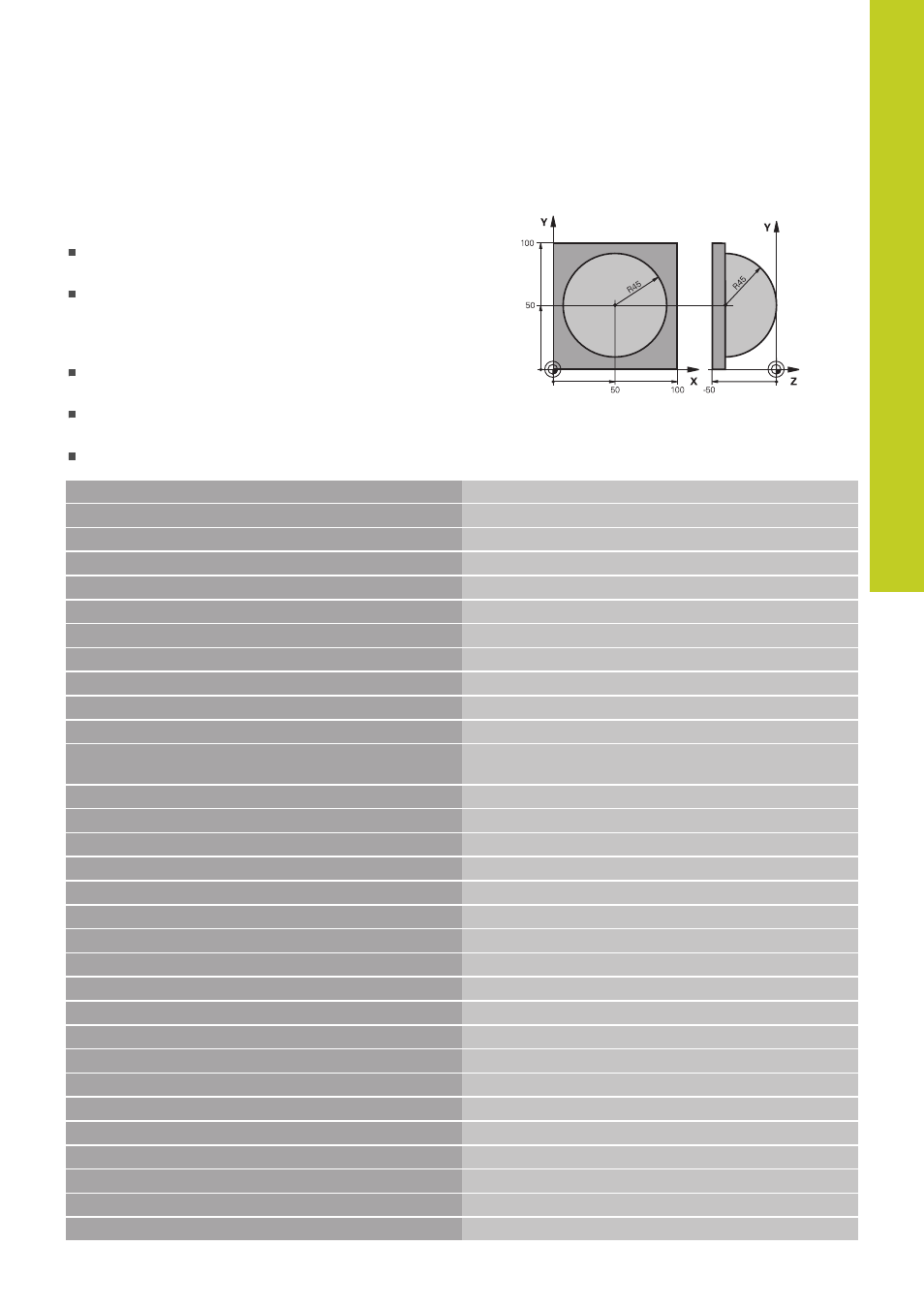
Exemple : sphère convexe avec fraise deux tailles
Déroulement du programme
Ce programme ne fonctionne qu’avec une fraise deux
tailles
Le contour de la sphère est constitué de nombreux
petits segments de droite (à définir avec Q14, plan
Z/X). Plus l'incrément angulaire est petit et plus le
contour sera lisse
Définissez le nombre de coupes sur le contour avec
l'incrément angulaire dans le plan (avec Q18)
La sphère est usinée par des coupes 3D de bas en
haut
Le rayon d'outil est corrigé automatiquement
0 BEGIN PGM KUGEL MM
1 FN 0: Q1 = +50
Centre de l’axe X
2 FN 0: Q2 = +50
Centre de l’axe Y
3 FN 0: Q4 = +90
Angle initial dans l'espace (plan Z/X)
4 FN 0: Q5 = +0
Angle final dans l'espace (plan Z/X)
5 FN 0: Q14 = +5
Incrément angulaire dans l'espace
6 FN 0: Q6 = +45
Rayon de la sphère
7 FN 0: Q8 = +0
Position de l'angle initial dans le plan X/Y
8 FN 0: Q9 = +360
Position de l'angle final dans le plan X/Y
9 FN 0: Q18 = +10
Incrément angulaire dans le plan X/Y pour l'ébauche
10 FN 0: Q10 = +5
Surépaisseur sur le rayon de la sphère pour l'ébauche
11 FN 0: Q11 = +2
Distance d'approche pour prépositionnement dans l'axe de
broche
12 FN 0: Q12 = +350
Avance de fraisage
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Définition de la pièce brute
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Appel d'outil
16 L Z+250 R0 FMAX
Dégager l'outil
17 CALL LBL 10
Appeler l’usinage
18 FN 0: Q10 = +0
Annuler la surépaisseur
19 FN 0: Q18 = +5
Incrément angulaire dans le plan X/Y pour la finition
20 CALL LBL 10
Appeler l’usinage
21 L Z+100 R0 FMAX M2
Dégager l'outil, fin du programme
22 LBL 10
Sous-programme 10 : usinage
23 FN 1: Q23 = +Q11 + +Q6
Calculer coordonnée Z pour le prépositionnement
24 FN 0: Q24 = +Q4
Copier l'angle initial dans l'espace (plan Z/X)
25 FN 1: Q26 = +Q6 + +Q108
Corriger le rayon de la sphère pour le prépositionnement
26 FN 0: Q28 = +Q8
Copier la position angulaire dans le plan
27 FN 1: Q16 = +Q6 + -Q10
Tenir compte de la surépaisseur pour le rayon de la sphère
28 CYCL DEF 7.0 POINT ZÉRO
Décaler le point zéro au centre de la sphère
29 CYCL DEF 7.1 X+Q1
30 CYCL DEF 7.2 Y+Q2