2 sous-programmes, Mode opératoire, Remarques sur la programmation – HEIDENHAIN TNC 640 (34059x-02) Manuel d'utilisation
Page 263: Programmer un sous-programme, Sous-programmes, Sous-programmes 8.2
Sous-programmes
8.2
8
TNC 640 | Manuel d'utilisation HEIDENHAIN-Conversationnel | 7/2013
263
8.2
Sous-programmes
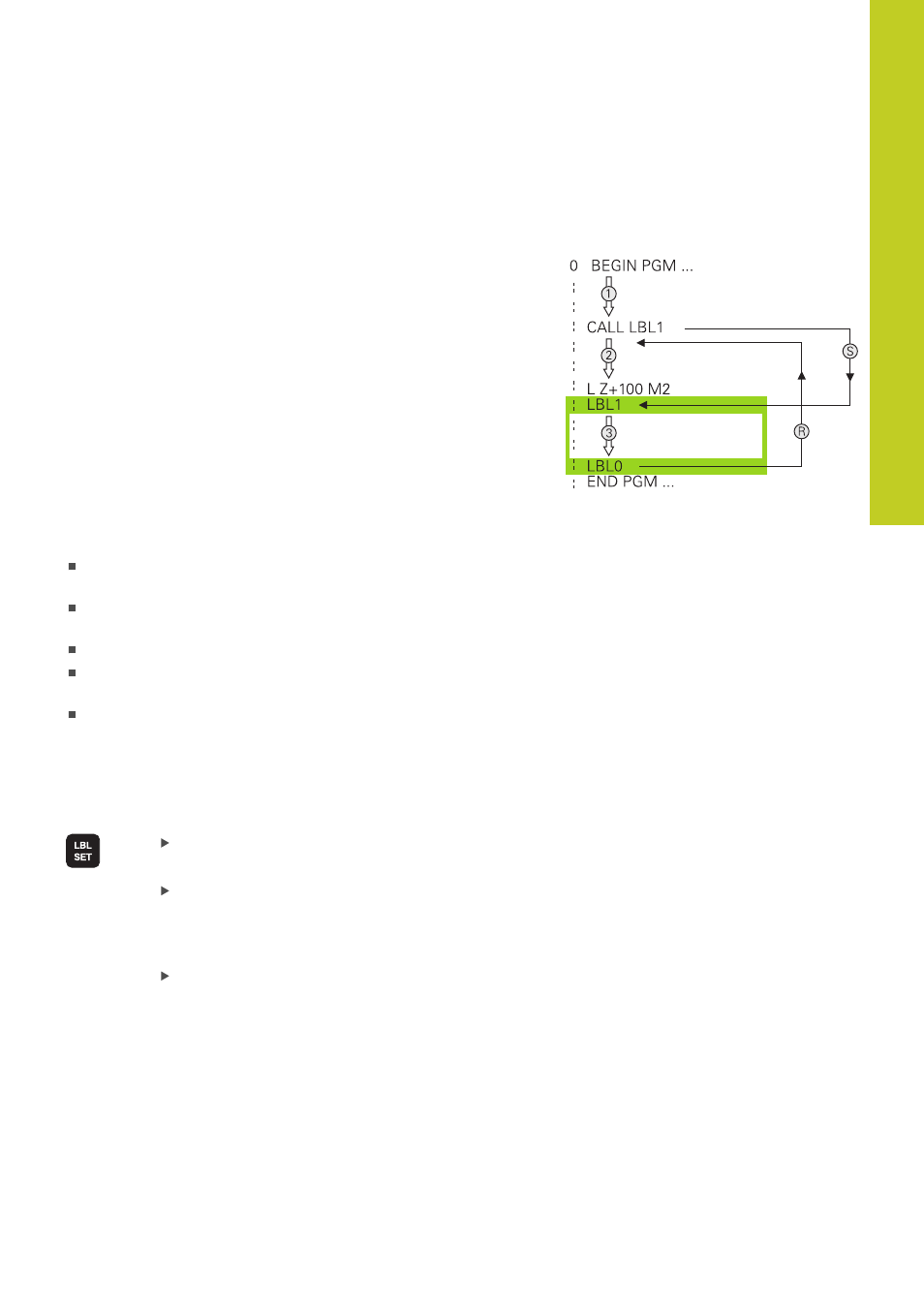
Mode opératoire
1 La TNC exécute le programme d'usinage jusqu'à l'appel d'un
sous-programme
CALL LBL
2 A partir de cet endroit, la TNC exécute le sous-programme
appelé jusqu'à sa fin
LBL 0
3 Puis, la TNC poursuit le programme d'usinage avec la séquence
qui suit l'appel du sous-programme
CALL LBL
Remarques sur la programmation
Un programme principal peut contenir jusqu’à 254 sous-
programmes
Vous pouvez appeler les sous-programmes dans n’importe quel
ordre et autant de fois que vous le souhaitez
Un sous-programme ne peut pas s’appeler lui-même
Programmer les sous-programmes à la fin du programme
principal (derrière la séquence avec M2 ou M30)
Si des sous-programmes sont à l'intérieur du programme
d'usinage avant la séquence avec M2 ou M30, ils seront
exécutés au moins une fois sans qu'il soit nécessaire de les
appeler
Programmer un sous-programme
Programmer le début : appuyer sur la touche LBL
SET
Introduire le numéro du sous-programme. Si
vous souhaitez utiliser des noms de LABEL :
Appuyez sur la softkey LBL NAME pour passer à
l'introduction de texte
Programmer la fin : appuyer sur la touche LBL SET
et introduire le numéro de label „0“