5 cont our nag es – coor données polair es – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 246
246
6 Programmation: Programmer les contours
6.5 Cont
our
nag
es – Coor
données polair
es
Droite en avance rapide G10
Droite en avance d'usinage G11 F. . .
L'outil se déplace sur une droite allant de sa position actuelle jusqu'au
point final de la droite. Le point initial correspond au point final de la
séquence précédente.
Programmation
Rayon polaire R: Introduire la distance entre le point
final de la droite et le pôle I, J
Angle polaire H: Position angulaire du point final de la
droite comprise entre –360° et +360°
Le signe de H est déterminé par l'axe de référence angulaire:
Angle compris entre l'axe de référence angulaire et R, sens anti-
horaire: H >0
Angle compris entre l'axe de référence angulaire et R, sens horaire:
H<0
Exemple de séquences CN
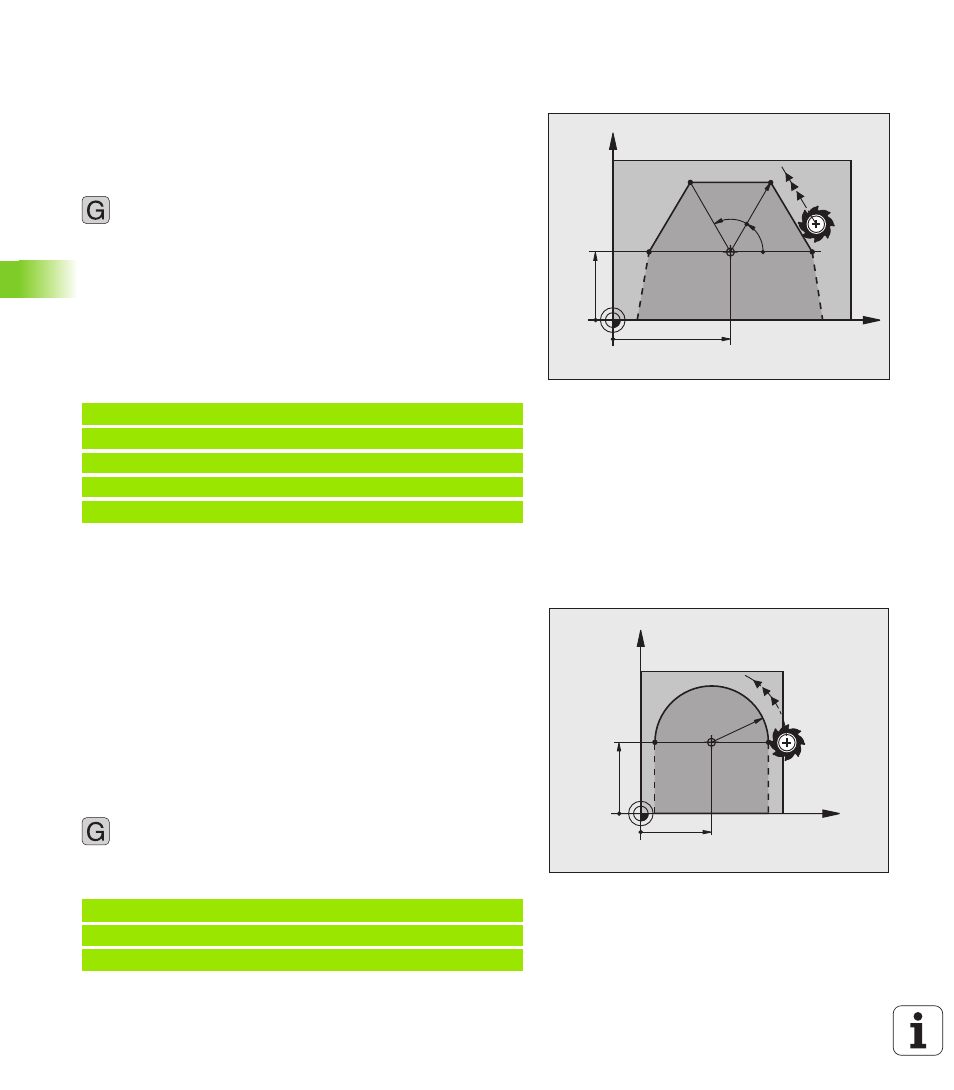
Trajectoire circulaire G12/G13/G15 autour du
pôle I, J
Le rayon en coordonnées polaires R est en même temps le rayon de
l'arc de cercle. R est défini par la distance séparant le point initial du
pôle I, J. La dernière position d'outil programmée avant la séquence
G12
, G13 ou G15 correspond au point initial de la trajectoire circulaire.
Sens de rotation
Sens horaire: G12
Sens anti-horaire: G13
Sans indication du sens de rotation: G15. La TNC se déplace sur la
trajectoire circulaire dans le dernier sens programmé.
Programmation
Angle polaire H: Position angulaire du point final de la
trajectoire circulaire comprise entre –99 999,9999° et
+99 999,9999°
Exemple de séquences CN
X
Y
45
25
60°
60°
30
CC
N120 I+45 J+45 *
N130 G11 G42 R+30 H+0 F300 M3 *
N140 H+60 *
N150 G91 H+60 *
N160 G90 H+180 *
11
X
Y
25=I
25=J
R20
N180 I+25 J+25 *
N190 G11 G42 R+20 H+0 F250 M3 *
N200 G13 H+180 *
13