HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 187
iTNC 530 HEIDENHAIN
187
4.15 Mode de f
o
nctionnement palet
te a
v
e
c usinag
e or
ienté v
e
rs l'outil
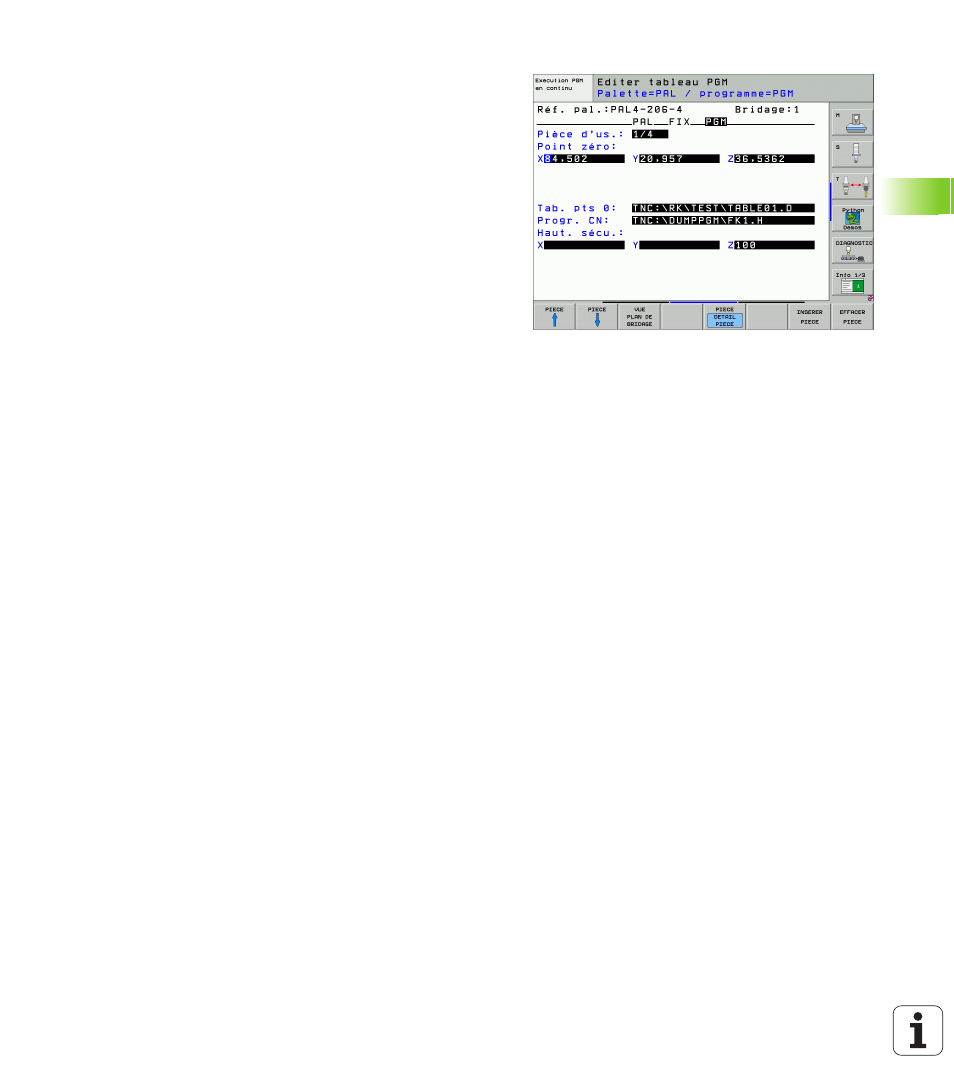
Réglage des détails dans le plan de la pièce
Pièce d'us.
: La commande affiche le numéro de la pièce; elle
affiche le nombre de pièces à l'intérieur de ce plan de bridage ou de
palette
Point zéro
: Introduire le point zéro pour la pièce
Tab. pts. 0
: Inscrivez le nom et le chemin d'accès du tableau de
points zéro valable pour l'usinage de la pièce. Si vous utilisez le
même tableau de points zéro pour toutes les pièces, inscrivez dans
ce cas son nom avec son chemin d'accès dans les plans de palette
ou de bridage. Les données sont validées automatiquement dans le
plan de la pièce.
Programme CN
: Indiquez le chemin d'accès du programme CN
nécessaire pour l'usinage de la pièce
Haut. sécu.
(option): Position de sécurité des différents axes se
référant à la pièce. Les positions indiquées ne sont abordées que si
ces valeurs ont été lues dans les macros CN et programmées de
manière adéquate.