7 lamage en tirant (cycle 204, din/iso: g204), Mode opératoire du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 85
HEIDENHAIN iTNC 530
85
3.7 LAMA
GE EN TIRANT (cy
c
le
204, DIN/ISO:
G204)
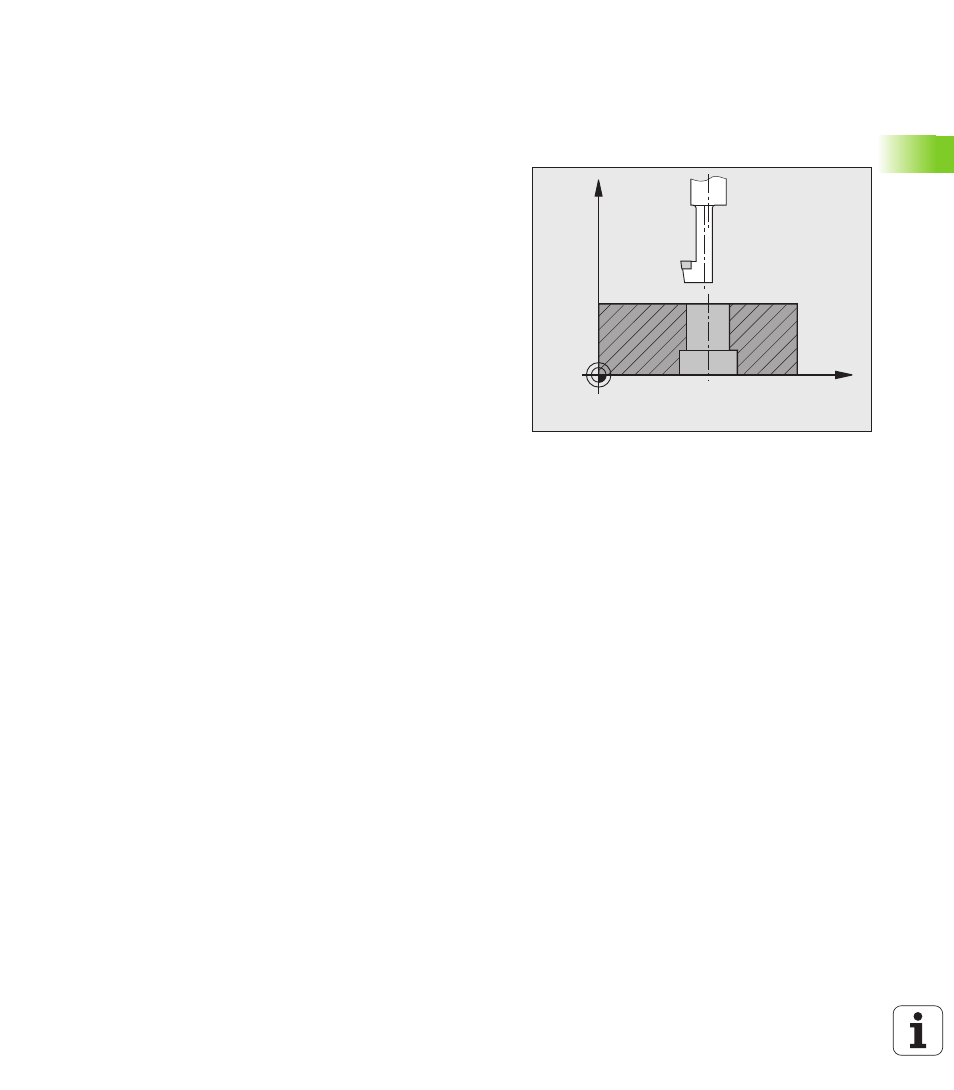
3.7 LAMAGE EN TIRANT (cycle 204,
DIN/ISO: G204)
Mode opératoire du cycle
Ce cycle permet d'usiner des lamages se trouvant sur la face
inférieure de la pièce.
1
La TNC positionne l'outil dans l'axe de broche en avance rapide
FMAX
, à la distance d'approche, au-dessus de la surface de la pièce
2
Puis la TNC effectue une rotation broche à la position 0° et décale
l'outil de la valeur de la cote excentrique
3
Puis, l'outil plonge avec l'avance de prépositionnement dans le
trou ébauché jusqu'à ce que la dent se trouve à la distance
d'approche au-dessous de l'arête inférieure de la pièce
4
Ensuite, la TNC déplace à nouveau l'outil au centre du trou, met en
route la broche et le cas échéant, l'arrosage, puis le déplace avec
l'avance de lamage à la profondeur programmée
5
Si une temporisation a été introduite, l'outil l'applique au fond du
lamage, puis se dégage. Il y a une orientation de la broche et l'outil
se décale à nouveau de la valeur de la cote excentrique
6
Finalement, la TNC dégage l'outil à la distance d'approche avec
l'avance de prépositionnement, puis, de là au saut de bride – si
celui-ci est programmé avec FMAX.
X
Z