HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 356
356
Cycles palpeurs : déterminer automatiquement l'erreur d'alignement de la pièce
14.7 Compenser l'er
re
ur d'alignement d'une pièce par r
o
tation de l'ax
e C
(cy
c
le 405, DIN/ISO:
G405)
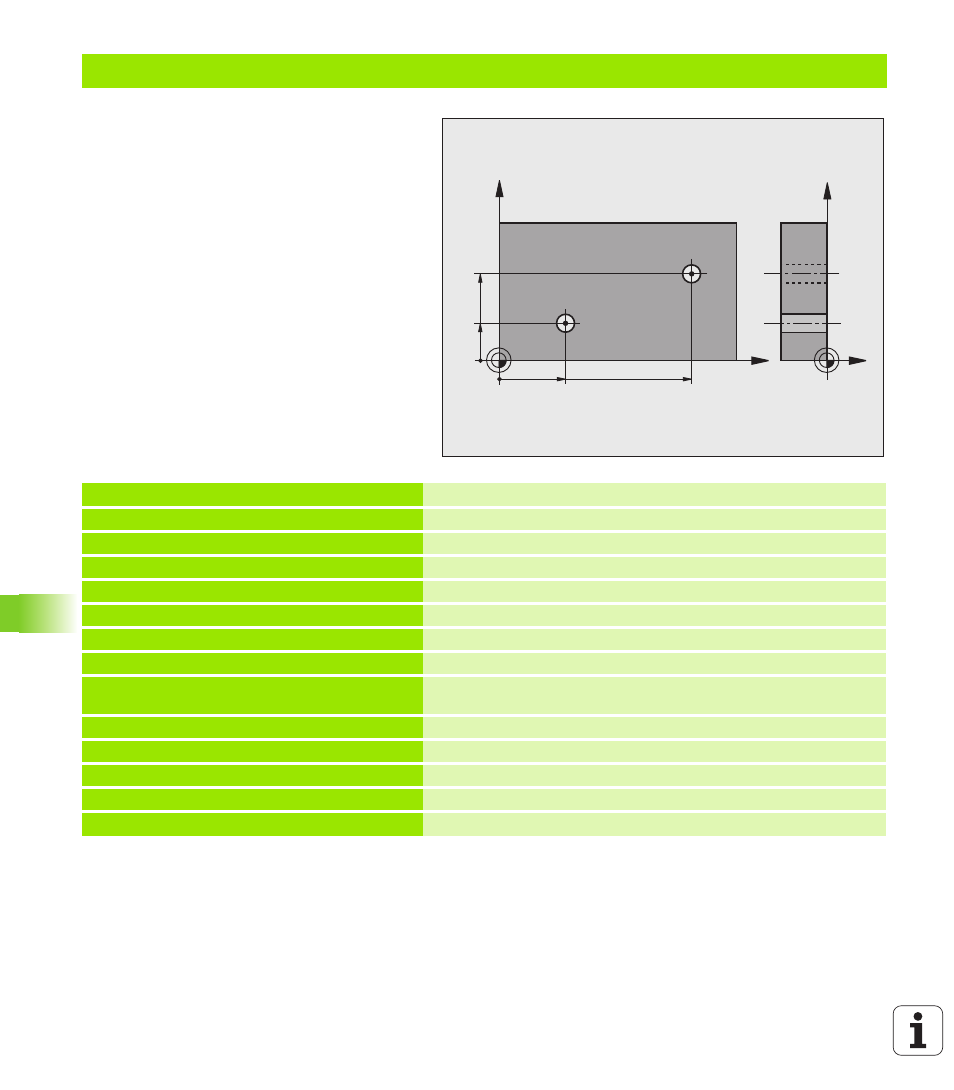
Exemple : déterminer la rotation de base à l'aide de deux trous
0 BEGIN PGM CYC401 MM
1 TOOL CALL 0 Z
2 TCH PROBE 401 ROT 2 TROUS
Q268=+25
;1ER CENTRE 1ER AXE
Centre du 1er trou : coordonnée X
Q269=+15
;1ER CENTRE 2ÈME AXE
Centre du 1er trou : coordonnée Y
Q270=+80
;2ÈME CENTRE 1ER AXE
Centre du 2ème trou : coordonnée X
Q271=+35
;2ÈME CENTRE 2ÈME AXE
Centre du 2ème trou : coordonnée Y
Q261=-5
;HAUTEUR DE MESURE
Coordonnée dans l'axe du palpeur où s'effectue la mesure
Q260=+20
;HAUTEUR DE SÉCURITÉ
Hauteur à laquelle l'axe du palpeur peut se déplacer sans risque de
collision
Q307=0
;ROT. BASE PRÉDÉFINIE
Angle de la droite de référence
Q402=1
;ALIGNEMENT
Compenser l'erreur d'alignement par rotation du plateau circulaire
Q337=1
;INITIAL. À ZÉRO
Après l'alignement, initialiser l'affichage à zéro
3 CALL PGM 35K47
Appeler le programme d'usinage
4 END PGM CYC401 MM
X
Y
25
35
Z
Y
80
15