Paramètres du cycle, Désactivation – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 297
HEIDENHAIN iTNC 530
297
1
1
.9 PLAN D'USINA
GE (cy
c
le 1
9
, DIN/ISO:
G80, option logicielle
1)
Paramètres du cycle
Axe et angle de rotation?
: introduire l'axe rotatif
avec son angle de rotation ; programmer les axes
rotatifs A, B et C avec les softkeys. Plage
d’introduction -360,000 à 360,000
Si la TNC positionne automatiquement les axes rotatifs, vous devez
encore introduire les paramètres suivants :
Avance? F=
: Vitesse de déplacement de l'axe rotatif
lors du positionnement automatique. Plage
d’introduction 0 à 99999,999
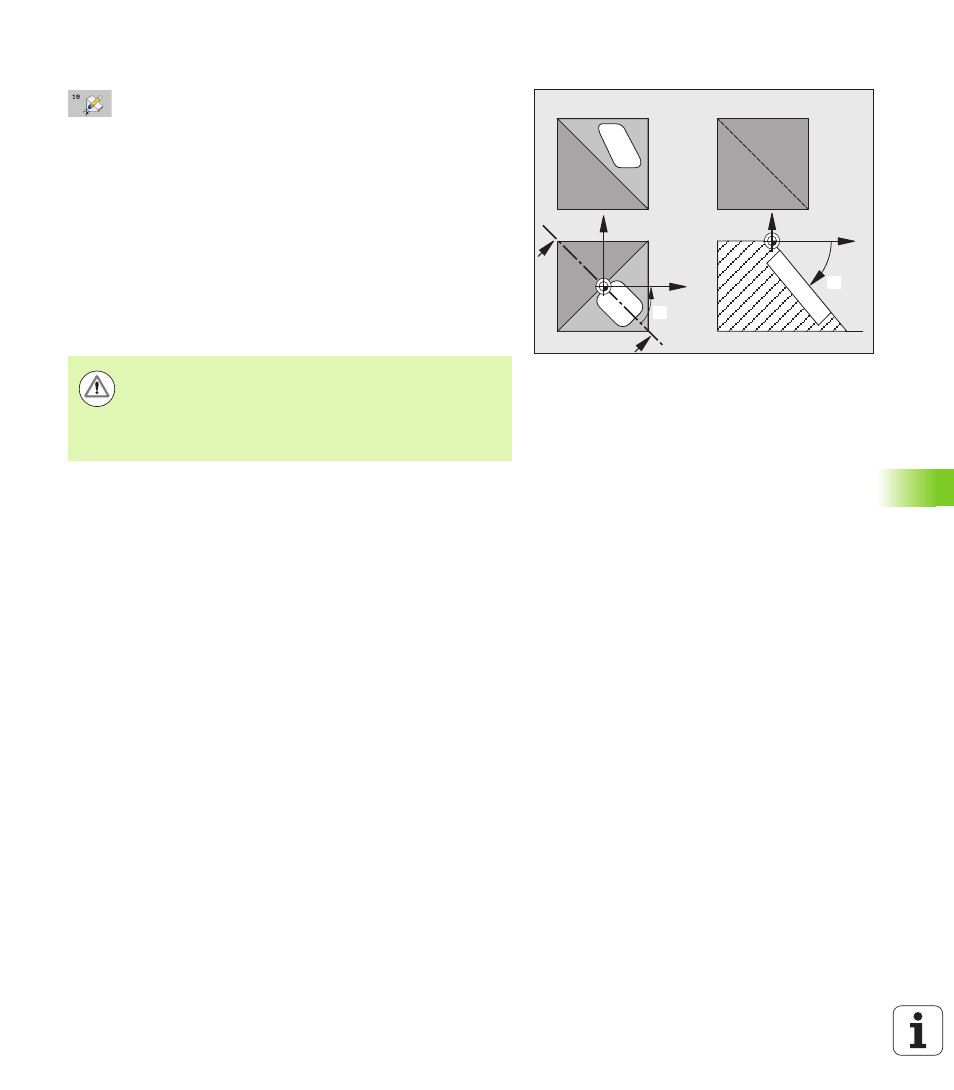
Distance d'approche?
(en incrémental) : la TNC
positionne la tête pivotante de manière à ce que la
position de l'outil, augmentée de la distance de
sécurité, ne soit pas modifiée par rapport à la pièce.
Plage d’introduction 0 à 99999,9999
Désactivation
Pour désactiver les angles d'inclinaison, redéfinir le cycle PLAN
D'USINAGE et introduire 0° pour tous les axes rotatifs. Puis, redéfinir
le cycle PLAN D'USINAGE et valider la question de dialogue avec la
touche NO ENT. Vous désactivez ainsi la fonction.
Z
S
S
S-S
X
B
Y
X
C
Attention, risque de collision!
Notez que la distance de sécurité dans le cycle 19 ne se
réfère pas à la face supérieure de la pièce (comme c'est le
cas pour les cycles d'usinage), mais au point d'origine
actif.