Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 271
HEIDENHAIN iTNC 530
271
1
0
.5 FRAISA
GE TRANS
V
ER
SAL (cy
c
le 232, DIN/ISO:
G232)
Attention lors de la programmation !
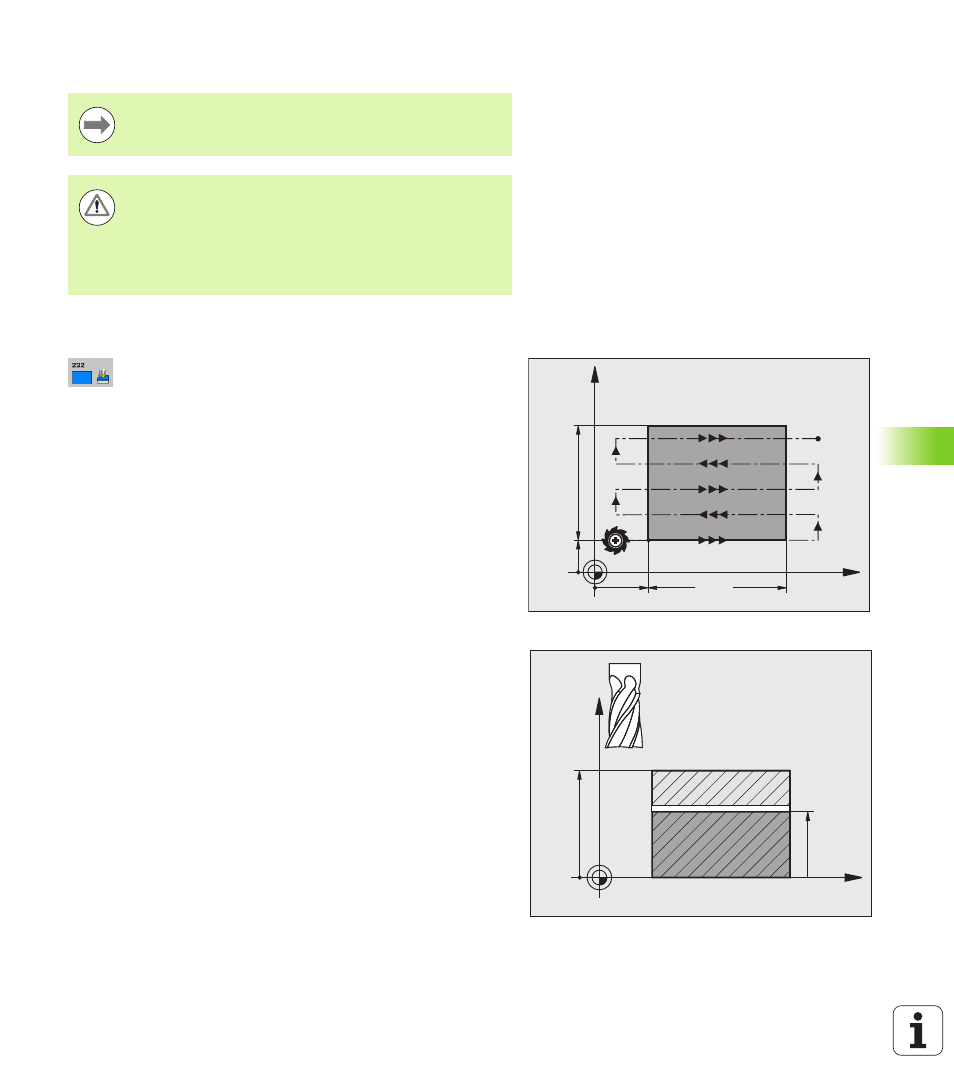
Paramètres du cycle
Stratégie d'usinage (0/1/2)
Q389 : définir la
manière dont la TNC doit usiner la surface :
0 : usinage en méandres, passe latérale, avec
l'avance de positionnement, à l'extérieur de la surface
à usiner
1 : usinage en méandres, passe latérale, avec
l'avance de fraisage, à l'intérieur de la surface à usiner
2: usinage unidirectionnel, dégagement et passe
latérale avec l'avance de positionnement
Point initial 1er axe
Q225 (en absolu) :
coordonnée du point initial de la surface à usiner dans
l'axe principal du plan d'usinage. Plage d'introduction
-99999,9999 à 99999,9999
Point initial 2ème axe
Q226 (en absolu) :
coordonnée du point initial de la surface à usiner dans
l'axe secondaire du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
Point initial 3ème axe
Q227 (en absolu) :
coordonnée de la surface de la pièce par rapport à
laquelle les passes sont calculées. Plage
d'introduction -99999,9999 à 99999,9999
Point final 3ème axe
Q386 (en absolu) : coordonnée
dans l'axe de broche à laquelle doit être exécuté
l'usinage de la surface. Plage d'introduction
-99999,9999 à 99999,9999
Introduire le saut de bride Q204 de manière à éviter toute
collision avec la pièce ou avec les éléments de serrage.
Attention, risque de collision !
Avec le paramètre machine 7441 - bit 0, vous définissez si
la TNC doit délivrer un message d'erreur (bit 0=0), ou non
(bit 0=1), si la broche ne fonctionne pas lors de l'appel d'un
cycle. Cette fonction doit également être adaptée par le
constructeur de votre machine.
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386