HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 142
142
Cycles d'usinage : fraisage de poches / tenons / rainures
5.2 POCHE RECT
ANGULAIRE (cy
c
le
251, DIN/ISO:
G251)
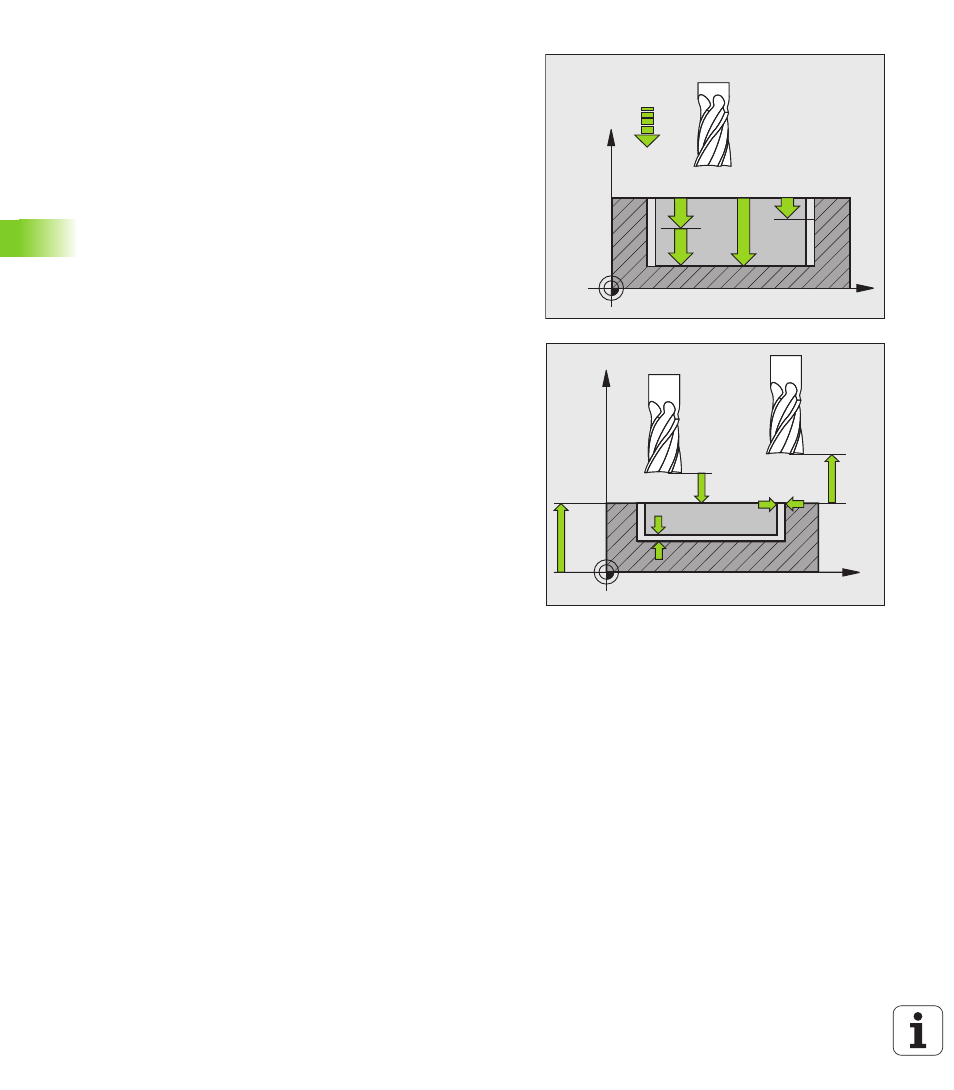
Profondeur
Q201 (en incrémental) : distance entre la
surface de la pièce et le fond de la poche. Plage de
saisie -99999,9999 à 99999,9999
Profondeur de passe
Q202 (en incrémental) : distance
parcourue par l'outil en une passe : introduire une
valeur supérieure à 0 . Plage d'introduction 0 à
99999,9999
Surép. finition en profondeur
Q369 (en
incrémental) : surépaisseur de finition pour la
profondeur. Plage de saisie 0 à 99999,9999
Avance plongée en profondeur
Q206 : vitesse de
déplacement de l'outil lors de son déplacement à la
profondeur (en mm/min). Plage de saisie de 0 à
99999,999 ou FAUTO, FU, FZ.
Passe de finition
Q338 (en incrémental) : distance
parcourue par l'outil dans l'axe de broche lors de la
finition. Q338=0 : finition en une seule passe. Plage
de saisie 0 à 99999,9999
Distance d'approche
Q200 (en incrémental) :
distance entre la surface frontale de l'outil et la
surface de la pièce. Plage de saisie de 0 à 99999,9999
ou PREDEF
Coordonnée surface pièce
Q203 (en absolu) :
coordonnée absolue de la surface de la pièce. Plage
de saisie -99999,9999 à 99999,9999
Saut de bride
Q204 (en incrémental) : coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (élément de serrage). Plage de saisie
de 0 à 99999,9999 ou PREDEF
X
Z
Q201
Q206
Q202
Q338
X
Z
Q200
Q204
Q203
Q369
Q368