Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 450
450
Cycles palpeurs : contrôle automatique des pièces
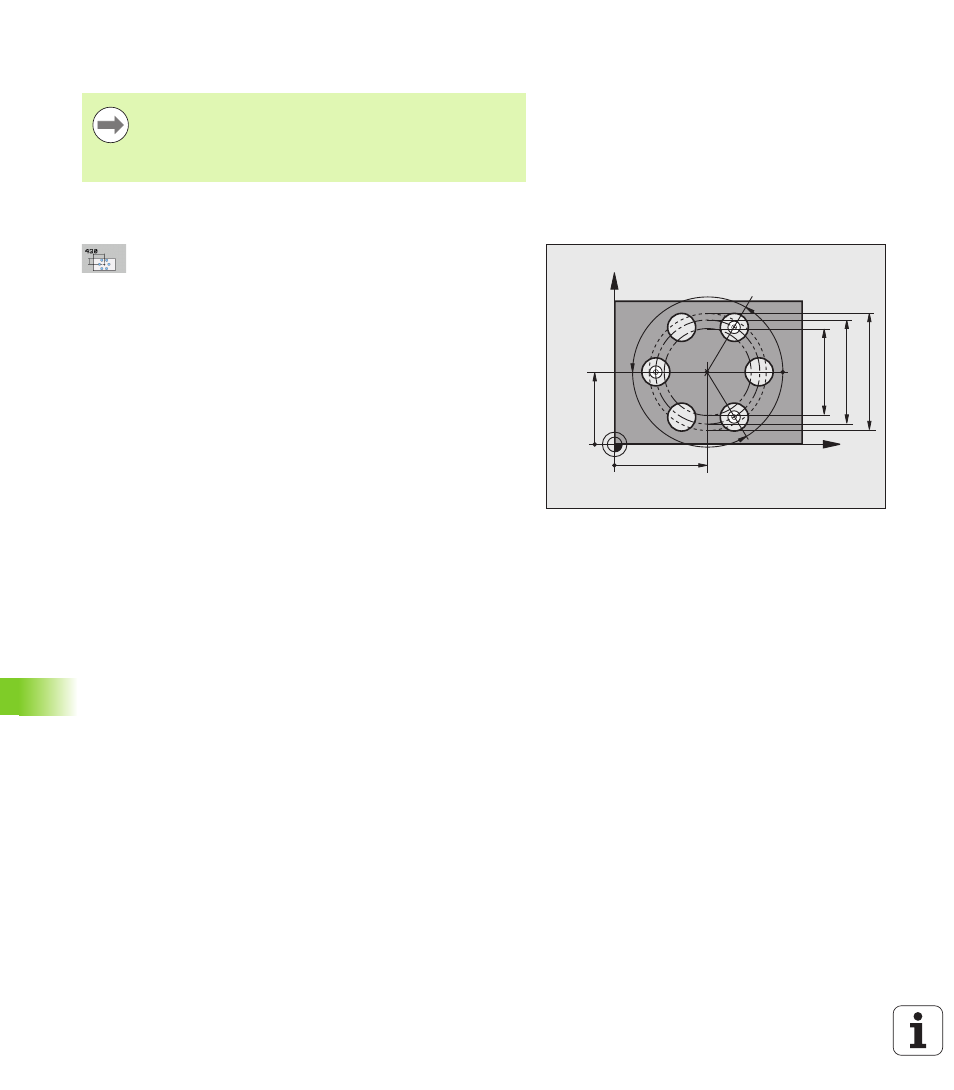
16.12 MESURE CER
C
LE TR
OUS (cy
c
le
430, DIN/ISO:
G430)
Attention lors de la programmation!
Paramètres du cycle
Centre 1er axe
Q273 (en absolu) : centre du cercle de
trous (valeur nominale) dans l'axe principal du plan
d'usinage. Plage d'introduction -99999,9999 à
99999,9999
Centre 2ème axe
Q274 (en absolu) : centre du cercle
de trous (valeur nominale) dans l'axe secondaire du
plan d'usinage. Plage d'introduction -99999,9999 à
99999,9999
Diamètre nominal
Q262 : introduire le diamètre du
cercle de trous. Plage d’introduction 0 à 99999,9999
Angle 1er trou
Q291 (en absolu) : angle en
coordonnées polaires du 1er centre de trou dans le
plan d'usinage. Plage d'introduction 360,0000 à
360,0000
Angle 2ème trou
Q292 (en absolu) : angle en
coordonnées polaires du 2ème centre de trou dans le
plan d'usinage. Plage d'introduction 360,0000 à
360,0000
Angle 3ème trou
Q293 (en absolu) : angle en
coordonnées polaires du 3ème centre de trou dans le
plan d'usinage. Plage d'introduction 360,0000 à
360,0000
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
Le cycle 430 ne permet que la surveillance de bris d'outil,
pas la correction automatique.
X
Y
Q291
Q293
Q292
Q274
±Q280
Q273
±Q279
Q289
Q262
Q288