Paramètres du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 177
HEIDENHAIN iTNC 530
177
6.3 MO
TIFS DE POINTS SUR GRILLE (cy
c
le 221, DIN/ISO:
G221)
Paramètres du cycle
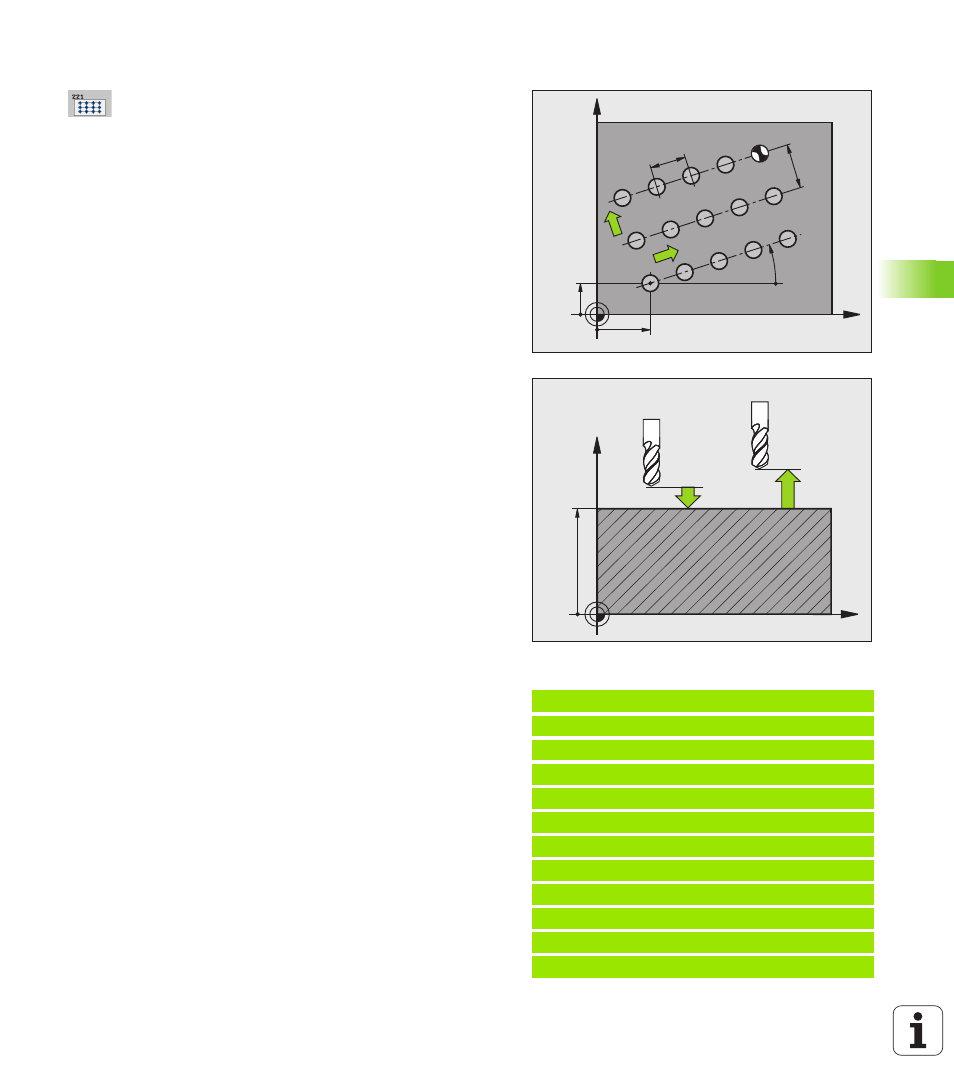
Point initial 1er axe
Q225 (en absolu) :
coordonnée du point initial dans l'axe principal du plan
d'usinage
Point initial 2ème axe
Q226 (en absolu) :
coordonnée du point initial dans l'axe secondaire du
plan d'usinage
Distance 1er axe
Q237 (en incrémental) : distance
entre les différents points sur la ligne
Distance 2ème axe
Q238 (en incrémental) : distance
entre les lignes
Nombre d'intervalles
Q242 : nombre d'opérations
d'usinage sur la ligne
Nombre de lignes
Q243 : nombre de lignes
Position angulaire
Q224 (en absolu) : angle de
rotation de l'ensemble du schéma de perçages, le
centre de rotation est situé sur le point initial
Distance d'approche
Q200 (en incrémental) :
distance entre la pointe de l'outil et la surface de la
pièce, ou PREDEF
Coord. surface pièce
Q203 (en absolu) : coordonnée
de la surface de la pièce
Saut de bride
Q204 (en incrémental) : coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage), ou PREDEF
Déplacement haut. sécu.
Q301 : définir la manière
dont l'outil doit se déplacer entre les usinages :
0: Entre les opérations d'usinage, se déplacer à la
distance d'approche
1: Entre les opérations d'usinage, se déplacer au saut
de bride
En alternative PREDEF
Exemple : Séquences CN
54 CYCL DEF 221 GRILLE DE TROUS
Q225=+15
;PT INITIAL 1ER AXE
Q226=+15
;PT INITIAL 2ÈME AXE
Q237=+10
;DISTANCE 1ER AXE
Q238=+8
;DISTANCE 2ÈME AXE
Q242=6
;NOMBRE DE COLONNES
Q243=4
;NOMBRE DE LIGNES
Q224=+15
;POSITION ANGULAIRE
Q200=2
;DISTANCE D'APPROCHE
Q203=+30
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q301=1
;DÉPLAC. HAUT. SÉCU.
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204