1 principes de base, Aperçu, Action des conversions de coordonnées – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 278: 1 pr incipes de base 11.1 principes de base
278
Cycles : conversions de coordonnées
1
1
.1 Pr
incipes de base
11.1 Principes de base
Aperçu
Grâce aux conversions de coordonnées, la TNC peut usiner un contour
déjà programmé à plusieurs endroits de la pièce en modifiant sa
position et ses dimensions. La TNC dispose des cycles de conversion
de coordonnées suivants :
Action des conversions de coordonnées
Début de l'action : une conversion de coordonnées est active dès
qu'elle est définie – et n'a donc pas besoin d'être appelée. Elle reste
active jusqu'à ce qu'elle soit annulée ou redéfinie.
Désactivation d'une conversion de coordonnées :
Redéfinir le cycle avec les valeurs par défaut, p. ex. facteur échelle
1.0
Exécuter les fonctions auxiliaires M2, M30 ou la séquence END
PGM (dépend du paramètre-machine 7300)
Sélectionner un nouveau programme
Programmer la fonction auxiliaire modale M142 Effacer
Informations programme
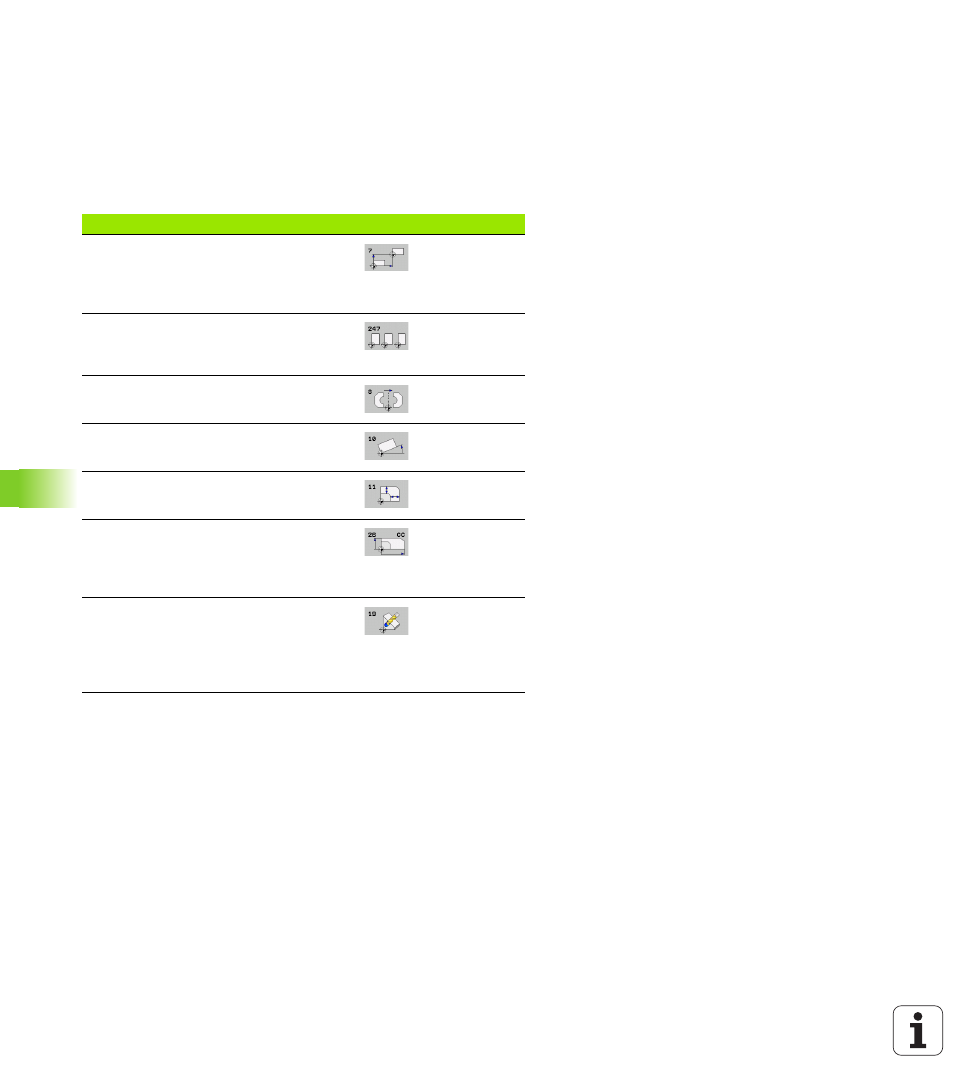
Cycle
Softkey
Page
7 POINT ZERO
Décalage des contours directement dans
le programme ou à partir de tableaux de
points zéro
247 INIT. PT DE REF.
Initialiser le point d'origine pendant
l'exécution du programme
8 IMAGE MIROIR
Image miroir
10 ROTATION
Rotation contours dans le plan d'usinage
11 FACTEUR ECHELLE
Réduire/agrandir des contours
26 FACT. ECHELLE AXE
Réduction/agrandissement des contours
avec fact. échelle spécif. pour chaque
axe
19 PLAN D'USINAGE
Exécution d'opérations d'usinage avec
inclinaison du système de coordonnées
pour machines équipées de têtes
pivotantes et/ou de plateaux circulaires