HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 499
HEIDENHAIN iTNC 530
499
1
8
.5 COMPENSA
TION PRESET (cy
c
le 452, DIN/ISO: G452, option)
Si vous avez la possibilité de laisser la bille étalon fixée sur la table de
la machine pendant l'usinage, vous pouvez compenser par exemple
une dérive de la machine. Ce processus est également possible sur
une machine sans axes rotatifs.
1
Fixer la bille étalon; attention au risque de collision
2
Initialiser le Preset dans la bille étalon
3
Initialiser le Preset sur la pièce et lancer l'usinage de la pièce
4
Avec le cycle 452, exécuter à intervalles réguliers une
compensation de Preset. La TNC enregistre alors la dérive des
axes concernés et la corrige dans la cinématique
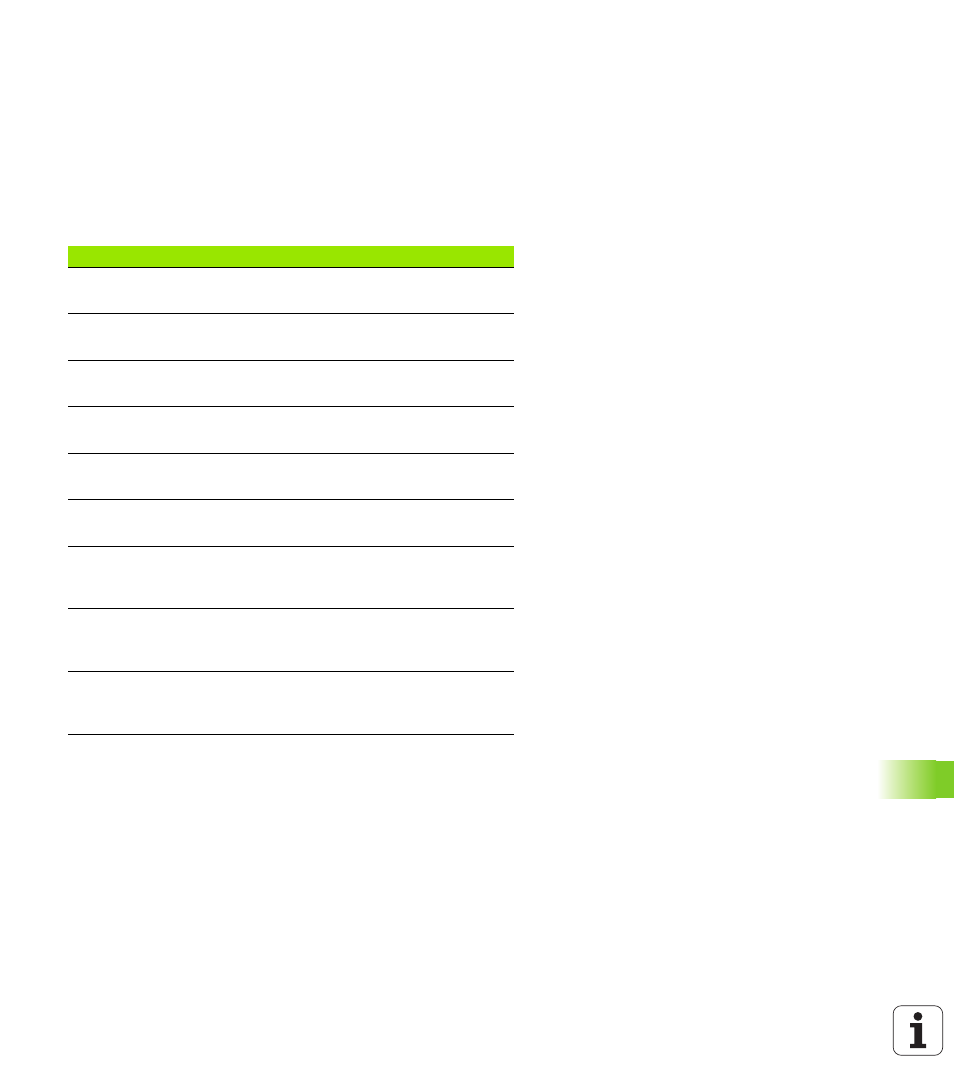
Numéro paramètre
Signification
Q141 Ecart
standard
mesuré dans l'axe A (–1 si
l'axe n'a pas été mesuré)
Q142
Ecart standard mesuré dans l'axe B (–1 si
l'axe n'a pas été mesuré)
Q143
Ecart standard mesuré dans l'axe C (–1 si
l'axe n'a pas été mesuré)
Q144
Ecart standard optimisé sur l'axe A (–1 si
l'axe n'a pas été mesuré)
Q145
Ecart standard optimisé sur l'axe B (–1 si
l'axe n'a pas été mesuré)
Q146
Ecart standard optimisé sur l'axe C (–1 si
l'axe n'a pas été mesuré)
Q147
Erreur d'offset dans le sens X, pour le
transfert manuel dans le paramètre-
machine correspondant
Q148
Erreur d'offset dans le sens Y, pour le
transfert manuel dans le paramètre-
machine correspondant
Q149
Erreur d'offset dans le sens Z, pour le
transfert manuel dans le paramètre-
machine correspondant