Paramètres du cycle – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 134
134
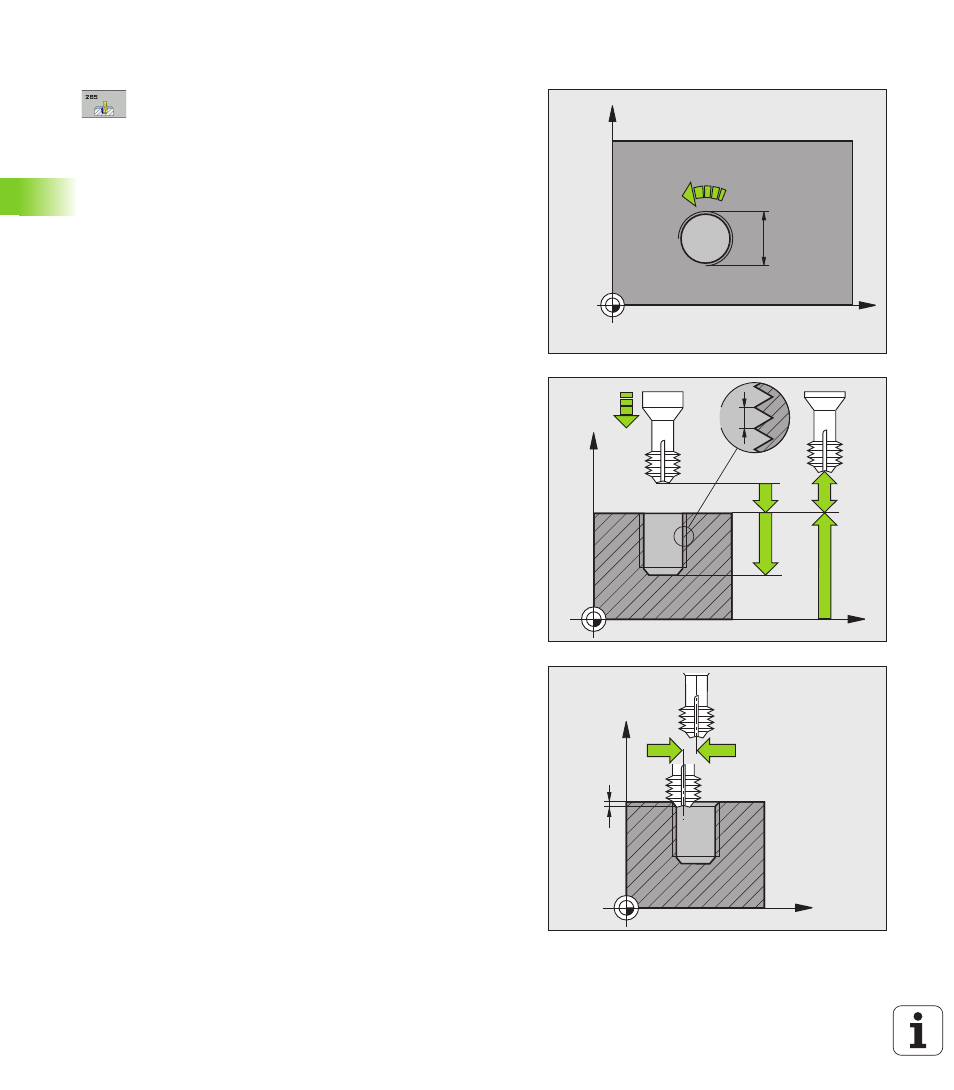
Cycles d'usinage : taraudage / fraisage de filets
4.9 FILET
A
GE HELICOÏD
AL A
V
EC PER
CA
GE (cy
c
le 265, DIN/ISO:
G265)
Paramètres du cycle
U
Diamètre nominal
Q335 : diamètre nominal du filet
Plage d’introduction 0 à 99999,9999
U
Pas de vis
Q239 : pas du filet. Le signe détermine le
sens du filet à droite ou à gauche :
+ = filet à droite
– = filet à gauche
Plage d'introduction -99,9999 à 99,9999
U
Profondeur de filetage
Q201 (en incrémental) :
distance entre la surface de la pièce et la fin du filet
Plage d'introduction -99999,9999 à 99999,9999
U
Avance de pré-positionnement
Q253: Vitesse de
déplacement de l'outil lors de la plongée dans la pièce
ou lors de sa sortie de la pièce, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FMAX,
FAUTO
, PREDEF
U
Profondeur du chanfrein frontal
Q358 (en
incrémental) : distance entre la surface de la pièce et
la pointe de l'outil lors de l'usinage d'un chanfrein
frontal Plage d'introduction -99999,9999 à
99999,9999
U
Décalage chanfrein frontal
Q359 (en incrémental) :
distance dont la TNC décale le centre d''outil à partir
du centre du trou Plage d’introduction 0 à 99999,9999
U
Chanfreinage
Q360 : usinage du chanfrein
0 = avant l'usinage du filet
1 = après l'usinage du filet
U
Distance d'approche
Q200 (en incrémental) :
distance entre la pointe de l'outil et la surface de la
pièce Plage d’introduction 0 à 99999,9999, en
alternative PREDEF
X
Y
Q207
Q335
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
X
Z
Q359
Q358