2 décalage du point zero (cycle 7, din/iso: g54), Effet, Paramètres du cycle – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 281
HEIDENHAIN iTNC 530
281
1
1
.2 Décalag
e
du POINT ZER
O (cy
c
le 7
, DIN/ISO: G54)
11.2 Décalage du POINT ZERO
(cycle 7, DIN/ISO: G54)
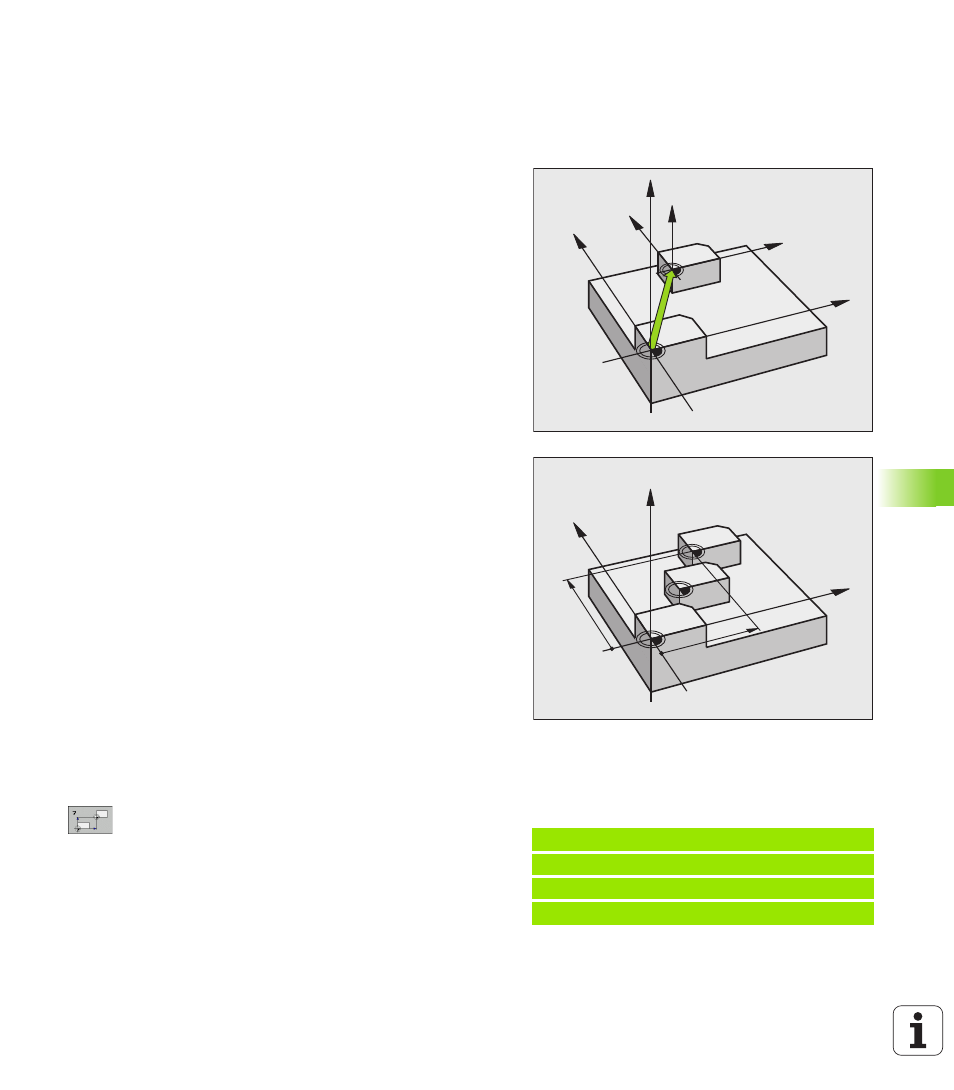
Effet
Grâce au DECALAGE DU POINT ZERO, vous pouvez répéter des
opérations d'usinage à plusieurs endroits de la pièce.
Après la définition du cycle décalage du POINT ZERO, toutes les
coordonnées introduites se réfèrent au nouveau point zéro. La TNC
affiche le décalage sur chaque axe dans l'affichage d'état
supplémentaire. Il est également possible de programmer des axes
rotatifs.
Annulation
Programmer un décalage de coordonnées X=0 ; Y=0 etc. en
redéfinissant le cycle
Utiliser la fonction TRANS DATUM RESET
Appeler dans le tableau de points zéro un décalage ayant pour
coordonnées X=0; Y=0 etc.
Graphique
Si vous programmez un nouveau BLK FORM après un décalage du point
zéro, vous pouvez décider avec le paramètre-machine 7310 si le BLK
FORM
doit se référer au nouveau point zéro ou à l'ancien. Pour l'usinage
de plusieurs pièces, ceci a l'avantage de permettre à la TNC de
représenter graphiquement chacune des pièces.
Paramètres du cycle
U
Décalage
: introduire les coordonnées du nouveau
point zéro ; les valeurs absolues se réfèrent au point
zéro pièce défini par initialisation du point d'origine ;
les valeurs incrémentales se réfèrent toujours au
dernier point zéro actif – celui-ci peut être déjà décalé.
Plage d'introduction : max. 6 axes CN, chacun de
-99999,9999 à 99999,9999
Z
Z
X
X
Y
Y
Z
X
Y
X
Y
Exemple : Séquences CN
13 CYCL DEF 7.0 POINT ZÉRO
14 CYCL DEF 7.1 X+60
16 CYCL DEF 7.3 Z-5
15 CYCL DEF 7.2 Y+40