6 gravage (cycle 225, din/iso: g225), Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 319
HEIDENHAIN iTNC 530
319
12.6 GRA
V
A
GE (cy
c
le 225, DIN/ISO:
G225)
12.6 GRAVAGE (cycle 225,
DIN/ISO: G225)
Déroulement du cycle
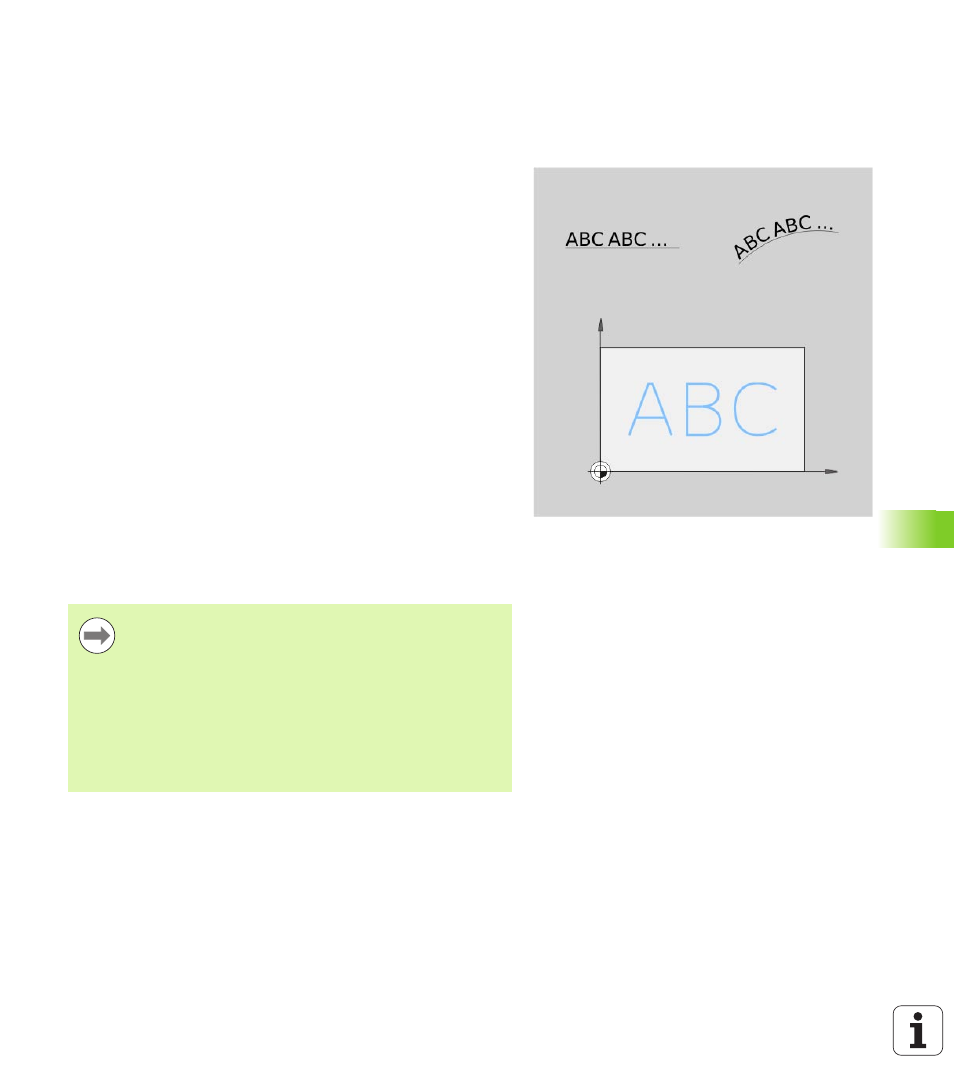
Ce cycle permet de graver des textes sur une face plane de la pièce.
Les textes peuvent être gravés sur une droite ou un arc de cercle.
1
La TNC positionne l'outil dans le plan d'usinage au point initial du
premier caractère.
2
L'outil plonge verticalement à la profondeur à graver et fraise le
premier caractère. La TNC dégage l'outil à la distance d'approche
lors des dégagements entre les caractères. En fin de caractère,
l'outil se trouve à la distance d'approche au dessus de la surface.
3
Ce processus se répète pour tous les caractères à graver.
4
A la fin, la TNC positionne l'outil au saut de bride.
Attention lors de la programmation!
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage.
Si vous graver un texte sur une droite (Q516=0), la position
de l'outil lors du l'appel du cycle définit le point initial du
premier caractère.
Si vous graver un texte sur un cercle (Q516=1), la position
de l'outil lors du l'appel du cycle définit le centre du cercle.
Le texte à gaver peut être défini au moyen d'une variable
String (QS).