Paramètres du cycle – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 214
214
Cycles d'usinage: Contour de poche, tracé de contour
7.
1
1
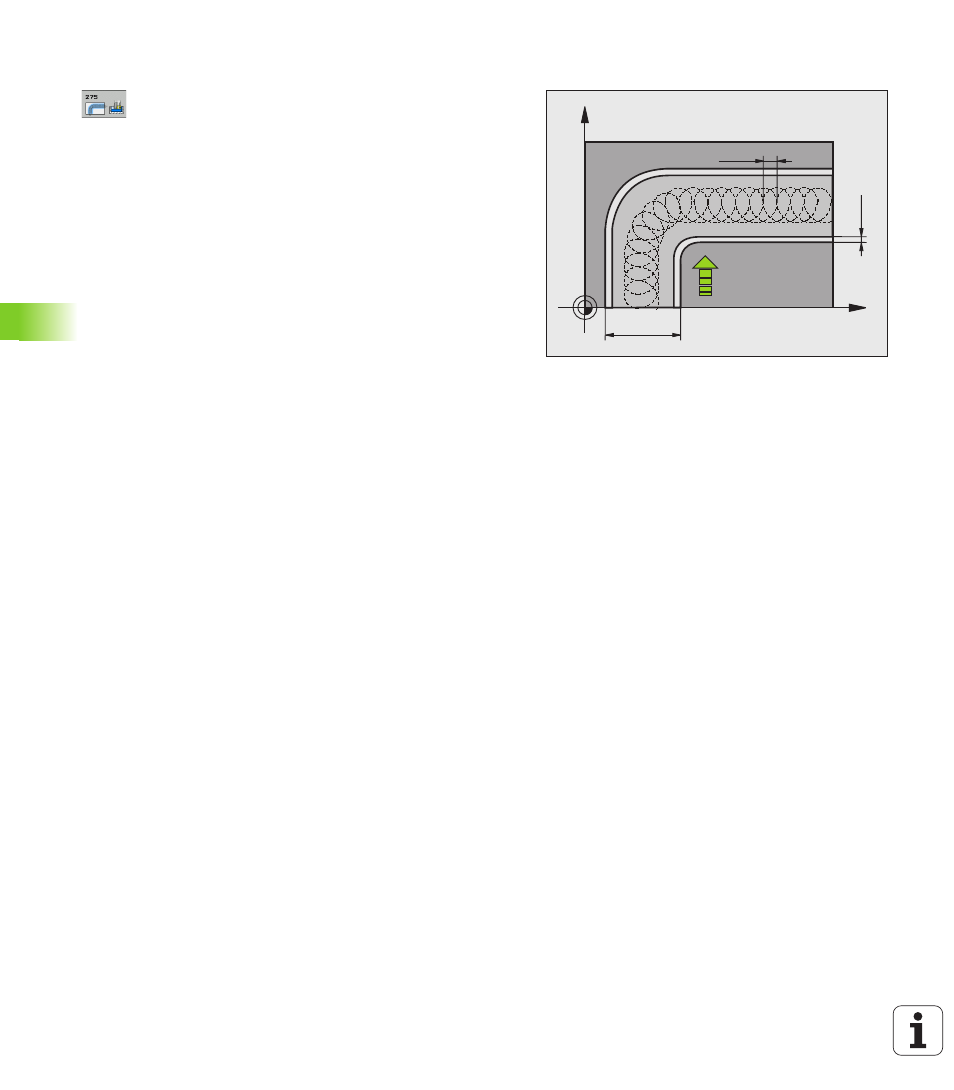
RAINURE TR
OCHOÏD
AL (cy
c
le
275, DIN/ISO: G275)
Paramètres du cycle
U
Opérations d'usinage (0/1/2)
Q215: Définir les
opérations d'usinage:
0: Ebauche et finition
1: Ebauche seulement
2: Finition seulement
La TNC exécute la finition des parois également
lorsque la surépaisseur de finition (Q368) a été définie
à 0
U
Largeur de la rainure
Q219: Introduire la largeur de
la rainure; si l'on a introduit une largeur de rainure
égale au diamètre de l'outil, la TNC n'usine qu'en
suivant le contour défini. Plage d’introduction 0 à
99999,9999
U
Surépaisseur finition latérale
Q368 (en
incrémental): Surépaisseur de finition dans le plan
d'usinage
U
Passe par rotation
Q436 (absolu): Valeur de
déplacement de l'outil dans la direction d'usinage
pour une rotation. Plage d'introduction: 0 à
99999,9999
U
Avance de fraisage
Q207: Vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FAUTO, FU,
FZ
U
Mode fraisage
Q351: Mode de fraisage avec M3:
+1 = fraisage en avalant
–1 = fraisage en opposition
en alternative PREDEF
X
Y
Q219
Q368
Q436
Q207